混凝土基體表面狀態直接影響涂層與基面的附著力,進而影響涂層的防護效果和壽命。涂裝前應盡可能保證混凝土外表面處于面干狀態(表面含水量不宜大于6%),目測混凝土表面應無潮濕痕跡,手觸時無潮濕感。混凝土養護齡期不少于28 d。
混凝土基體應保持清潔,必須對混凝土進行良好的基面處理。基面處理宜使用打磨機或噴砂工藝進行清潔,徹底去除混凝土表面殘留的養護劑、水泥漿、尖角、碎屑、苔蘚、油污等污染物及其他松散附著物。打磨完成后,可以用高壓清潔淡水(壓力不小于20 MPa)對混凝土表面進行清洗,清洗后應自然干燥72 h。
當混凝土基體有蜂窩、露石以及大于0.2 mm的裂縫時,應對基體進行修補,噴涂修補后混凝土基體的養護齡期不得少于14 d。
3.2 涂裝環境要求
噴涂時混凝土基體的表面溫度應在4~40 ℃,并高于露點溫度至少3 ℃,環境的相對濕度不宜超過85%,現場不允許有明火,且保持通風條件。環境溫度低于5 ℃或高于40 ℃,風力大于4級或有降雨時,不得施工。
3.3 涂裝過程要求
涂裝可采用刷涂、輥涂或噴涂方式進行作業。涂裝過程應滿足以下要求:
1)涂料使用時應嚴格按照產品說明的組分數和配合比進行混合。必要時可使用稀釋劑對涂料進行稀釋,稀釋劑添加比例不得超過原涂料質量的5%。
2)底涂涂裝時應使混凝土表面達到飽和滲透狀態,即混凝土表面應能明顯觀察到底涂材料殘留的液膜。
3)涂裝時應控制涂料用量,盡量避免流掛現象出現。
4)各涂層間的涂裝間隔時間不得超過48 h。
5)噴涂的空氣應干凈,無油無水,空氣壓力控制在0.4~0.6 MPa。
6)涂裝過程中注意成品保護,下道工序施工時要確保對上道工序的成品無損壞和污染。
7)各個涂層要涂裝到位,不得漏涂。
3.4 養護
為避免涂裝效果受到影響,混凝土結構表面涂裝完畢后6 h內不得直接與水接觸。
4 質量評價
當施工結束后,應對涂層的厚度和附著力進行測定[10],以衡量涂層的施工質量。具體如下:
1)涂裝完成后7 d,應進行涂層干膜厚度測定。涂層體系總干膜平均厚度應≥210 μm,總干膜較小厚度應≥189 μm。當不符合上述要求時,應根據情況進行局部或全面補涂,直至達到要求的厚度。涂層厚度檢測應符合“90-10”原則,即允許有10%的讀數低于規定值,但每一單獨讀數不得低于規定值的90%。
2)涂裝完成后7 d,應使用膠帶法進行涂層附著力檢測。在確保涂層表面清潔的情況下,在涂層表面做2道切口,每道約40 mm長,2道切口以較小的30°~45°角在其中心附近相交。做切口時,使用直尺并均勻透過涂層一直用力切到底材上。按均勻速度撕下一段黏結強度為(10±1)N/25 mm的膠粘帶,除去較前面一段,前后剪下約75 mm的膠粘帶。把該膠粘帶的中心點放在切口的交點上,并沿著較小的角向同一方向延伸。用手指將切口區域內的膠粘帶弄平。透明膠粘帶下的顏色可以用來表示膠粘帶與涂層是否已完全粘牢。在貼上膠粘帶5 min內,拿住膠粘帶懸空的一端,并將其翻轉到盡可能接近180°的位置上,迅速地將膠粘帶撕下。檢查切口區域的涂層與混凝土基底或與前一道涂層分離的情況,分離程度在任一邊上≤1.6 mm為合格。
5 效益分析
5.1 經濟效益
采用本技術時建造成本會有所提高,但相比于涂層材料的費用而言,結構自身受到腐蝕而造成的維修和更新費用更為巨大。在嚴重腐蝕環境下,未經防腐蝕處理的鋼筋混凝土結構有效服役時間遠低于經防腐蝕處理后的鋼筋混凝土結構。部分未經防腐蝕處理的結構物在服役3~4年后就會出現嚴重的破壞情況,必須進行維修處理。而經防腐蝕處理后的鋼筋混凝土結構一般是可以持續服役的。所以,隨著結構物服役時間的延長,采用本技術的經濟優勢會愈加明顯。對處于嚴重腐蝕環境下的混凝土結構而言,從全壽命期的角度來考慮經濟效益,采用強化措施的結構物在全壽命期內總費用比普通工程要低得多。
5.2 環保和節能效益
一方面,本技術中使用的材料本身為環保性材料,另一方面,由于采用防護處理而減少了對混凝土本體進行的維修作業,這大幅減少了維修施工對環境的影響和污染,并節約了能源。
5.3 社會效益
采用防護處理,一方面提高了結構物的美觀性,另一方面也減少了后續維修作業的影響,社會效益明顯。
6 結語
相較于后期修復而言,混凝土表面氟碳涂層技術在安全、經濟、環保、節能和社會效益方面均具有優勢,已成功應用于高溫高濕強腐蝕海洋環境下的混凝土表面防護工程中,實際防護效果良好。該技術大幅提升了鋼筋混凝土結構的耐久性,為其長期安全服役提供了保證。

檢驗項目標 準檢驗依據涂料及漆膜外觀滿足標準色卡的色差范圍 GB/T3181—2008漆膜顏色標準固體含量≥55% GB1725—1979涂料固化含量測定法可溶物含氟量≥24% HG/T3792—2005交聯型氟樹脂涂料附著力(拉開法)≥6MPa GB/T5210—2006色漆和清漆拉開法附著力試驗表干時間(25℃)≤4h GB1728—1979漆膜、膩子膜干燥時間測定法實干時間(25℃)≤24h細 度≤35μm GB1724—1979涂料細度測定法柔韌性1mm GB1750—1979涂料流平性測定法沖擊強度≥50cm GB/T1732—1993漆膜耐沖擊測定法耐酸性(10%H2SO4)240h無異常 GB/T9274—1988色漆和清漆耐液體介質的測定耐堿性(10%NaOH)240h無異常抗氯離子滲透性(活動涂層抗氯離子的滲透性試驗,30d)≤50×10-3mg/(cm2·d) JT/T695—2007混凝土橋梁結構表面涂層防腐蝕技術條件耐磨性(1kg·500r)≤005g GB1768—1979漆膜耐磨性測定法抗拉強度≥10MPa GB/T528—2009硫化橡膠或熱塑性橡膠拉伸應力應變性能的測定斷裂伸長率≥100%耐紫外老化保光率(6000h)≥70% GB/T14522—2008機械工業產品用塑料、涂料、橡膠材料人工氣候老化試驗方法熒光紫外燈
2.3 氟碳涂層體系配套方案
依據腐蝕環境作用等級,并經現場測試與調整,確定了適用于高溫高濕強腐蝕海洋環境下的防腐蝕氟碳涂層體系配套方案,見表2。
表2 防腐蝕氟碳涂層體系配套方案
產品類別涂裝道數干膜厚度/μm參考用量/(kg/m2)滲透性環氧封閉底漆240~60012~020環氧云鐵中間漆1~2100~150030~045氟碳面漆270~100025~035
3 施工措施
3.1 基底要求

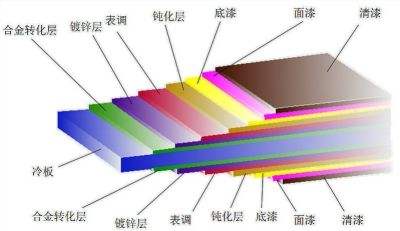
1.什么是氟碳彩涂鋼板:
氟碳彩涂鋼板是指鋼板采用經過高溫烘烤制成的涂層鋼板。氟碳樹脂涂料是以氟碳樹脂為主成膜物,輔以各種改性樹脂,顏料,填料,經分散,研磨,調色等加工而成的涂料。氟碳樹脂是以含氟烯烴為基本單體進行均聚或共聚,或以此為基礎與其他單體進行共聚以及側鏈含有氟碳化學鍵的單體自聚或共聚而得到的分子結構中含有較多C-F化學鍵的樹脂。
氟碳樹脂涂料按照組成涂料樹脂的不同又可分為:聚氟乙烯(PVF)涂料,聚偏二氟乙烯(PVDF)涂料,聚三氟氯乙烯(PCTFE)涂料,聚四氟乙烯(PTFE)涂料,聚全氟丙烯(FEP)涂料,乙烯/四氟乙烯共聚物(ETFE)涂料,乙烯/三氟氯乙烯共聚物(ECTFE)涂料,四氟乙烯/全氟烷基乙烯基醚共聚體(PFA)涂料,氟烯烴-乙烯基醚共聚物涂料,氟橡膠涂料及各種改性氟樹脂涂料。
2.聚偏二氟乙烯(PVDF)涂料的性質
PVDF樹脂中含有大量的C-F化學鍵,由于氟的電負性大,氟原子上帶有較多負電荷,相鄰氟原子之間相斥,使含氟烴鏈沿著鋸齒狀的碳鍵作螺線型分布,中間的一條碳鏈四周被一系列帶負電的氟原子所包圍,形成高度屏蔽的保護墻;分布為對稱結構,整個分子是非極性的,因此具有高度的化學穩定性和隋性。PVDF樹脂是一種熱熔型樹脂,需高溫烘烤通過熱熔融流平成膜。
PVDF涂料繼承了PVDF樹脂的優異特性,表現為耐久性,耐化學品性,防腐性等。PVDF樹脂涂料在建筑領域使用已經超過40年。其良好的戶外性能業績,是目前公認的具有較好保護作用的有機涂層。
3.供應紅色寶鋼氟碳彩鋼板的質量管控要求
氟碳樹脂類型:必須采用聚偏二氟乙烯(PVDF)樹脂作為氟碳涂料的基礎樹脂。
涂料認證:寶鋼PVDF涂料供應商具備KYNAR500和HYLAR5000涂料認證資質。這界著名的兩家PVDF生產企業規定被認證的涂料單位生產的PVDF涂料,至少含有70%的PVDF樹脂(質量比),方可使。
顏料選型:為了保證氟碳涂料具備極高的耐候性,PVDF涂料采用的顏料只能是高溫鍛燒金屬氧化物或金屬氧化物合金顏料即陶瓷顏料;耐候級金紅石型鈦;耐酸堿金屬顏料和耐久性云母珠光顏料。
鍍層重量:寶鋼在生產氟碳彩涂鋼板時必須采用鍍鋅層單面大于90克/平方米)熱鍍鋅基板或者鍍鋁鋅重量單面大于75克/平方米的熱鍍鋁鋅基板。
底漆配套:采用聚氨酯或者聚酯底漆(環氧類底漆因耐候性相對較低不能匹配PVDF涂料)。
涂層膜厚控制:PVDF彩涂鋼板上表面總膜厚必須23微米。
涂料烘烤溫度控制:PVDF涂料必須經過板溫高達249-254度的高溫烘烤。

-/gjdfhe/-
http://m.yau.net.cn