針對在濕熱海洋環境下長期服役的鐵路混凝土,設計了表面氟碳涂層成套體系,明確了涂層體系應用技術要求,在此基礎上規范了施工措施并完善了質量評價體系,實現了涂層防護成套技術在相應工況下的成功應用。效益分析表明,涂層技術的應用降低了鐵路混凝土的全壽命期維修費用,兼具環保和社會效益。
關鍵詞 材料工程;鐵路混凝土;氟碳涂層;應用技術;海洋環境;耐久性
隨著我國對海洋開發規模的不斷擴大,各類碼頭、跨海大橋、人工島等海洋工程基礎設施的建設數量正在逐漸增加。鋼筋混凝土由于具有易澆注、耐沖擊、耐磨等優良性能以及較低的工程造價,成為進行此類設施建設的首選形式。但鋼筋混凝土在海洋環境下服役時面臨著較嚴重的鋼筋銹蝕等腐蝕問題,易導致結構開裂、失效,縮短結構使用壽命[1]。為保證安全服役,必須對已發生腐蝕的結構進行修復,但技術難度與所需資金均十分巨大。因此,人們對處于嚴重腐蝕環境下的鋼筋混凝土越來越多地采取事前防護措施以提升其耐久性,從而降低全壽命周期的成本[2-3]。
海南省處于典型的高溫、高濕、強腐蝕等多腐蝕因素耦合作用的海洋環境下,其區域內鋼筋混凝土的腐蝕問題更為突出,對效果顯著、實施簡便、作用持久的混凝土耐久性提升技術措施的需求更加迫切。在諸多技術措施中,混凝土表面涂層技術較為簡單有效,不僅可以應用到新建結構上,還可以應用于已有結構的修復[4-8]。本文主要介紹成功應用于新建海南西環鐵路提升混凝土耐久性的表面氟碳防腐蝕涂層技術。
1 工程概況
新建海南西環鐵路始于既有西環鐵路海口站,終于三亞站,線路走向沿海南西部沿海地段,正線全長345 km,設計時速200 km,為I級雙線鐵路。在西環鐵路中段,位于海南省儋州市與昌江縣境內的珠碧江雙線特大橋全長 3 991 m,橋位與北部灣入海口不足5 km。由于海水倒灌影響,環境腐蝕作用異常嚴重,其中,氯鹽環境的作用等級為L3,化學侵蝕環境的作用等級為H4,鹽晶結晶破壞環境的作用等級為Y4,并存在大于Y4等級的高硫酸鹽含量的極端嚴重腐蝕環境,必須對相應環境下的混凝土結構進行防腐蝕強化處理,提升混凝土耐久性。
2 氟碳涂層體系的應用
2.1 體系設計
為提升混凝土結構的耐久性,防腐蝕涂層體系需要與混凝土基面具有良好的適應性,并維持較長的使用壽命。涂層體系一般由底漆+面漆或底漆+中間漆+面漆組成,各涂層分別承擔相應功能并產生協同作用,達到有效避免外來腐蝕介質破壞,從而保護混凝土結構的目的[9]。
珠碧江雙線特大橋混凝土結構的特殊性主要在于其結構表面處于周期性的干濕交替狀態,而且潮汐現象導致部分混凝土結構只有很短的時間位于水面之上。這要求涂層體系具備一些特殊性能,特別是要求封閉底漆能夠在潮濕的混凝土表面涂裝,即除了具備潮濕基面固化的能力外,還需要潮濕混凝土基面具有良好的潤濕性、滲透性、耐堿性和優異的附著力。此外,中間漆應具有良好的屏蔽性能,面漆應具有優異的耐候性,配套涂層之間還應具有良好的相容性,并具備良好的復涂性。整體而言,作為濕熱海洋環境下混凝土的表面防護體系,應具有良好的附著力,可防止水的滲透,耐常見化學制劑和生物附著,在寬廣的溫度范圍內具有良好柔韌性等。
經現場試驗對比與優選,確定了TK系列滲透性環氧封閉底漆、柔性環氧云鐵中間漆和高耐候氟碳面漆的配套體系。該配套體系具有以下技術特點:
1)涂層黏結性能佳。在涂料中采用了層間偶聯法,強化了涂層與基底之間以及各涂層之間的附著力,為整體涂層的長效防護提供了保障。
2)涂層耐久性好。在基礎成膜物方面,選用了目前防腐蝕涂料中耐候性較好的樹脂材料;在力學性能調控方面,采用了分子內增韌技術以提高涂層力學性能,避免了涂層在服役過程中的小分子增塑劑遷移問題,降低了涂層脆化風險。
2.2 技術要求
依據室內加速試驗及現場涂裝測試的結果,并綜合《混凝土橋梁結構表面涂層防腐技術條件》(JT/T 695—2007)等技術規范的相關要求,對應用的涂料及涂層性能指標做出以下規定(見表1)。
表1 混凝土表面氟碳涂料及相應涂層技術指標
檢驗項目標 準檢驗依據涂料及漆膜外觀滿足標準色卡的色差范圍 GB/T3181—2008漆膜顏色標準固體含量≥55% GB1725—1979涂料固化含量測定法可溶物含氟量≥24% HG/T3792—2005交聯型氟樹脂涂料附著力(拉開法)≥6MPa GB/T5210—2006色漆和清漆拉開法附著力試驗表干時間(25℃)≤4h GB1728—1979漆膜、膩子膜干燥時間測定法實干時間(25℃)≤24h細 度≤35μm GB1724—1979涂料細度測定法柔韌性1mm GB1750—1979涂料流平性測定法沖擊強度≥50cm GB/T1732—1993漆膜耐沖擊測定法耐酸性(10%H2SO4)240h無異常 GB/T9274—1988色漆和清漆耐液體介質的測定耐堿性(10%NaOH)240h無異常抗氯離子滲透性(活動涂層抗氯離子的滲透性試驗,30d)≤50×10-3mg/(cm2·d) JT/T695—2007混凝土橋梁結構表面涂層防腐蝕技術條件耐磨性(1kg·500r)≤005g GB1768—1979漆膜耐磨性測定法抗拉強度≥10MPa GB/T528—2009硫化橡膠或熱塑性橡膠拉伸應力應變性能的測定斷裂伸長率≥100%耐紫外老化保光率(6000h)≥70% GB/T14522—2008機械工業產品用塑料、涂料、橡膠材料人工氣候老化試驗方法熒光紫外燈
2.3 氟碳涂層體系配套方案
依據腐蝕環境作用等級,并經現場測試與調整,確定了適用于高溫高濕強腐蝕海洋環境下的防腐蝕氟碳涂層體系配套方案,見表2。
表2 防腐蝕氟碳涂層體系配套方案
產品類別涂裝道數干膜厚度/μm參考用量/(kg/m2)滲透性環氧封閉底漆240~60012~020環氧云鐵中間漆1~2100~150030~045氟碳面漆270~100025~035
3 施工措施
3.1 基底要求
混凝土基體表面狀態直接影響涂層與基面的附著力,進而影響涂層的防護效果和壽命。涂裝前應盡可能保證混凝土外表面處于面干狀態(表面含水量不宜大于6%),目測混凝土表面應無潮濕痕跡,手觸時無潮濕感。混凝土養護齡期不少于28 d。
混凝土基體應保持清潔,必須對混凝土進行良好的基面處理。基面處理宜使用打磨機或噴砂工藝進行清潔,徹底去除混凝土表面殘留的養護劑、水泥漿、尖角、碎屑、苔蘚、油污等污染物及其他松散附著物。打磨完成后,可以用高壓清潔淡水(壓力不小于20 MPa)對混凝土表面進行清洗,清洗后應自然干燥72 h。
當混凝土基體有蜂窩、露石以及大于0.2 mm的裂縫時,應對基體進行修補,噴涂修補后混凝土基體的養護齡期不得少于14 d。
3.2 涂裝環境要求
噴涂時混凝土基體的表面溫度應在4~40 ℃,并高于露點溫度至少3 ℃,環境的相對濕度不宜超過85%,現場不允許有明火,且保持通風條件。環境溫度低于5 ℃或高于40 ℃,風力大于4級或有降雨時,不得施工。
3.3 涂裝過程要求
涂裝可采用刷涂、輥涂或噴涂方式進行作業。涂裝過程應滿足以下要求:
1)涂料使用時應嚴格按照產品說明的組分數和配合比進行混合。必要時可使用稀釋劑對涂料進行稀釋,稀釋劑添加比例不得超過原涂料質量的5%。
2)底涂涂裝時應使混凝土表面達到飽和滲透狀態,即混凝土表面應能明顯觀察到底涂材料殘留的液膜。
3)涂裝時應控制涂料用量,盡量避免流掛現象出現。
4)各涂層間的涂裝間隔時間不得超過48 h。
5)噴涂的空氣應干凈,無油無水,空氣壓力控制在0.4~0.6 MPa。
6)涂裝過程中注意成品保護,下道工序施工時要確保對上道工序的成品無損壞和污染。
7)各個涂層要涂裝到位,不得漏涂。
3.4 養護
為避免涂裝效果受到影響,混凝土結構表面涂裝完畢后6 h內不得直接與水接觸。
4 質量評價
當施工結束后,應對涂層的厚度和附著力進行測定[10],以衡量涂層的施工質量。具體如下:
1)涂裝完成后7 d,應進行涂層干膜厚度測定。涂層體系總干膜平均厚度應≥210 μm,總干膜較小厚度應≥189 μm。當不符合上述要求時,應根據情況進行局部或全面補涂,直至達到要求的厚度。涂層厚度檢測應符合“90-10”原則,即允許有10%的讀數低于規定值,但每一單獨讀數不得低于規定值的90%。
2)涂裝完成后7 d,應使用膠帶法進行涂層附著力檢測。在確保涂層表面清潔的情況下,在涂層表面做2道切口,每道約40 mm長,2道切口以較小的30°~45°角在其中心附近相交。做切口時,使用直尺并均勻透過涂層一直用力切到底材上。按均勻速度撕下一段黏結強度為(10±1)N/25 mm的膠粘帶,除去較前面一段,前后剪下約75 mm的膠粘帶。把該膠粘帶的中心點放在切口的交點上,并沿著較小的角向同一方向延伸。用手指將切口區域內的膠粘帶弄平。透明膠粘帶下的顏色可以用來表示膠粘帶與涂層是否已完全粘牢。在貼上膠粘帶5 min內,拿住膠粘帶懸空的一端,并將其翻轉到盡可能接近180°的位置上,迅速地將膠粘帶撕下。檢查切口區域的涂層與混凝土基底或與前一道涂層分離的情況,分離程度在任一邊上≤1.6 mm為合格。
5 效益分析
5.1 經濟效益
采用本技術時建造成本會有所提高,但相比于涂層材料的費用而言,結構自身受到腐蝕而造成的維修和更新費用更為巨大。在嚴重腐蝕環境下,未經防腐蝕處理的鋼筋混凝土結構有效

彩鋼板涂層是冷軋鋼板、鍍鋅鋼板,進行表面化學處理后涂敷(輥涂)或復合有機薄膜(PVC膜等),再經烘烤固化而制成的產品。也有人把這種產品稱之為“預輥涂彩鋼板”、“塑料彩鋼板”。
基本特點
1.重量輕:10-14千克/平方米,相當于磚墻的1/30。
2.隔熱保溫:芯材導熱系數: λ<=0.041w/mk。
3.強度高:可作天花圍護結構板材承重,抗彎抗壓;一般房屋不用梁柱。
4.色澤鮮艷:無需表面裝飾,彩色鍍鋅鋼板防腐層保持期在10-15年。
5.安裝靈活快捷:施工周期可縮短40%以上。
6.氧指數:(OI)32.0(省消防產品質檢站)。
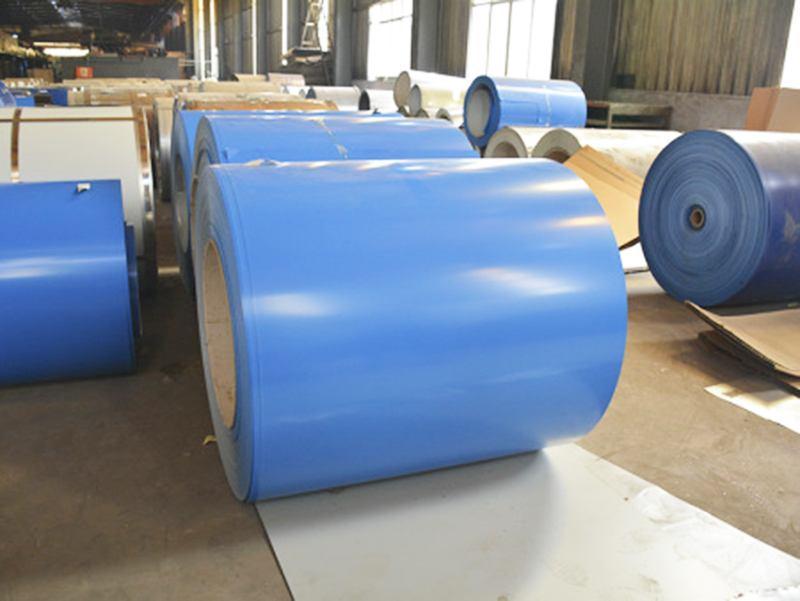
鍍鋁鋅彩涂板是彩涂建筑板中的高端產品,外觀靚麗、用途廣泛。但鍍鋁鋅彩涂板生產中,除了具有高強的防腐性能之外,當然也有一定的缺陷,但是都是可以通過彩涂板機組或是工藝改變的,其表面易產生爆孔、氣泡等缺陷,嚴重影響了彩涂線的連續生產和鍍鋁鋅彩涂板的表面質量,造成成材率低下,需要分析。
原因分析:
1、鍍層化學特性差異
由于鋅鋁合金鍍層結晶時間長、枝晶發達,三叉結晶處屬于后凝固區域,容易形成疏松和孔洞。疏松和孔洞形成的凹陷缺陷的存在也導致空氣滯留。在涂料涂裝固化過程中,空氣體積膨脹,穿過透氣性好的底漆,使面漆破損,造成爆孔缺陷。
2、鍍層熱物性差異
鍍鋁鋅合金鍍層的熱輻射系數為0.86,較鍍鋅層的0.45高出很多,以鍍鋁鋅板作為基板時,鍍鋁鋅層使其表面的涂層快速升溫、快速固化,造成涂料中的有機溶劑不能以合理的速度及時散發,從而造成爆孔、氣泡缺陷,在底漆較厚時更易出現爆孔缺陷。
3、缺陷的影響
鍍鋁鋅彩涂基板生產時,校正輥振動、液面波動產生使其橫向周期分布的色差,是造成爆孔缺陷產生的原因。鍍鋅鋁表面鋅花不均,所形成的晶界間存有凹陷,凹陷內有殘留空氣,在面漆固化過程中空氣沖破漆膜發生爆孔。
因此,控制措施為:
1、提高鍍層均勻性
應按標準鋅花樣板,檢查鋅花大型,同時及時調整。提高三輥六臂裝配質量,優化校正輥材質和尺寸,減少校正輥振動和鋅鍋液面波動幅度;保證鍍鋁鋅彩涂基板表面質量達到FB以上。
2、改進表層粗糙度
為避免彩涂生產時出現爆孔缺陷,鍍鋁鋅生產線生產彩涂基板時使用大粗糙度工作輥,軋輥粗糙度控制在4.0±0.3μm,進而改善基板粗糙度。
3、優化彩涂固化工藝
針對鍍鋁鋅合金基板和涂料的特性,改進涂裝固化曲線,調整機組工藝速度,使涂料在固化中保證合金層孔洞中的氣孔和涂料中稀釋劑充分逸出,有效控制溶劑揮發速度,防止溶劑沸騰蒸發。將直線式固化溫度曲線修改成階梯式固化溫度曲線,保證涂料的PMT,降低機組工藝速度15%,面漆的固化時間,保證涂裝工藝溫度穩定,適當降低涂裝粘度,改善鍍鋁鋅彩涂板的質量。
專用氟碳彩鋼板報價-正品氟碳彩鋼板哪家專業-正品氟碳彩鋼板哪家好-哪里有賣氟碳彩鋼板批發
我要給“氟碳彩鋼板供應商”留言
-/gjdfhe/-
http://m.yau.net.cn



