在土地取得日趨不易,工資日益高漲,社會日漸多元化的背景下,設立及經營生產工廠亦日益困難,尤其是鋼鐵制造工廠更是不易。燁輝企業自1990年開始生產以來,歷經十五年擴建,鍍鋅鋼卷與烤漆鋼卷較高年產量分別為2003年130.5萬公噸及43.3萬公噸。雖然在國內外之競爭非常激烈,但因用戶之愛顧,每年業績均能大幅地成長。為提供廣大用戶之即時用料需求,并擴大服務范圍,已完成燁輝(中國)第一、第二及第三期工程,每年合計閩臺與大陸的熱浸鍍鋅生產量可高達250萬噸,成為全球較大熱浸鍍鋅專業制造廠。

在社會中的應用越來廣泛,在新型建筑中占據重要位置,那么隨之而來的問題也來了,具體如下:
彎曲性不良(T彎)
特點:
鋼材彎曲度試驗時,加工部位的涂層發生龜裂及涂層剝離。
發生原因:
1、前處理的掌握量過多。
2、涂層厚度過厚。
3、過度烘烤。
4、下涂涂料同上涂涂料的制造廠家不同,或稀料的使用不當。
硬度不良(鉛筆硬度)
特點:
用制圖鉛筆用力在涂層表面劃一道,擦去后表面留下一道劃痕。
發生原因:
1、爐溫低,涂層固化不充分。
2、加熱條件不適當。
3、涂層厚度比規定的厚。
如何在眾多的彩鋼板中找到的。下面就總結的幾個判斷彩鋼卷的技巧。
1、首先要查看彩鋼板的質量合格證,可有相關部分的檢驗標準。在購買前調查一下這家公司在市場上先了解一下這個公司的聲譽和口碑如何,是能前往彩鋼板的生產廠家進行實地考察,看看企業的環境設備怎么樣,是否正規。
2、僅僅通過價格也可以知道彩鋼板產品質量的好壞,任何東西都是都是一分錢一分貨。在比較彩鋼板質量的時候,價格只是其中一方面,也不必太注重價格。但是一種彩鋼板的價格別其他的低很多的情況下,想要購買的朋友就要有所考量了。
3、觀察彩鋼板外露鋼材如斷面等是否結晶細密,有沒有發灰、發暗和雜質。假如切面是結晶細密型的那么質量是比較優良的。觀察基板厚度和腹膜的厚度,彩鋼板的主要夠老實有基板和彩色的腹膜或者鍍層,比較好的彩鋼板基板是0.02~0.05mm,覆膜或者涂層厚度往往只有 0.15mm 以下。一些生產彩鋼板的廠家往往在基板及彩鋼板涂層或覆膜上做手腳,降低基板的厚度,增加腹膜的厚度來降低彩鋼板的生產本錢,從很大程度上降低了彩鋼板的使用壽命。

人類對文明的追求往往使大自然遭受不可彌補的破壞·建設與生態的失衡所造成之影響常使人們為了挽救奄奄一息的環境而付出更高的代價·當面臨抉擇而又需兩者兼顧時,一種既可符合文明及環保要求之高技術產品一鍍烤鋼品當是較佳的選擇。鍍烤鋼品包含熱浸鍍鋅/鍍鋁鋅鋼板與烤漆鋼板·除具有使用壽命長丶維修費用低廉及減少環境污染之優點外·烤漆鋼板更具有艷麗的外觀,可提供視覺上更佳的享受。加以國民所得提高’鍍烤鋼板之需求量更是與日俱增有鑒於此,燁輝不惜投下鉅資於1988年興建第一期建廠工程,特別引進由世界著名廠商一比利時 COCKER| LL MECHANICALINDUSTRIES制造之多重功能連續熱浸鍍鋅及連續烤漆鋼卷生產線各一套’并由歐洲較大之熱浸鍍鋅與烤漆鋼板制造廠比利時 HENIX WORKS提供生產技術,秉持歐美重視品質的傳統精神,釆用較新式之設備,在嚴密的品質管理下,由熟練的技術人員操作’配合電腦化的生產作業體系·於1991年5月前先後完成酸洗線丶冷軋機丶熱浸鍍鋅線及烤漆線等第一期建廠設備,可年產熱浸鍍鋅鋼卷25萬噸及烤漆鋼卷15萬噸。另為配合政府國家建設及取代輕型鋼用之熱軋鋼料·燁輝又斥資進行第二期擴建工程,采用加拿大PRO-ECO公司設備,於1994年4月底興建完成年產25萬噸之第二條連續熱浸鍍鋅線生產供應中厚尺寸之熱浸鍍鋅鋼卷(HGI)’使燁輝公司成為全國及東南亞較大之鍍烤鋼品專業制造廠鑒於鋼鐵市場對簿板之熱浸鍍烤鋼品需求殷切’故燁輝又進行第三期擴建工程’興建第二座冷軋機及第三條連續熱浸鍍鋅生產線,其中第二座冷軋機於1996年8月試倬,且己正式進人量產;而第三條連續熱浸鍍鋅線采用日本 KAWASAKI HEAVY INDUSTRIES LTD.之設備,於1997年9月投產,本產線亦可生產55%熱浸鍍鋁鋅鋼卷,完成後本公司熱浸鍍鋅/鍍鋁鋅鋼卷年總產能更達75萬噸,另於1997年2月增購第二條連續烤漆線’使烤漆鋼卷之年總產能可達23萬噸燁輝第四期之擴建,增設第三座冷軋機·第四祭連續熱浸鍍鋅線與第三條連續烤漆線,均采用日本 KAWASAKI EAVYNDUSTRIES LTD.之設備,分別在2000年8月、2月與5月投產,并於2003年鍍制鋼品總年產量達到130.5萬公噸·烤漆鋼品年產量達43.3萬公噸之記錄為解決酸洗及冷軋產能不足問題’2003年3月購買燁興企業鋼管一廠、鋼管二廠、裁板廠及冷軋廠(含酸洗線)等資產,并從事鋼管制造與銷售,使燁輝企業之產品朝多元性發展。2011年3月基於全球鋼管市場經營策略考量,將原鋼管事業部之業務獨立,成立鑫陽鋼鐵股份有限公司專責有縫鋼管之制造銷售
為著眼廣大的大陸市場之發展,於2002年1月在常熟市投資設立「常熟欣瑞科技材料有限公司」(後於006年10月更名為燁輝(中國)科技材料有限公司)做為熱浸鍍鋅與烤漆鋼品生產中心°為提供廣大用戶之即時用料需求,并擴大服務范圍·陸續完成燁輝(中國)第一、第二及第三期擴建工程。合計閩臺與大陸的熱浸鍍鋅年生產量可高達250萬噸’成為全球較大熱浸鍍鋅專業制造廠。燁輝(中國)現亦進行120萬噸
之酸連軋線丶退火線及合金化熱浸鍍鋅線設備之建廠工程,產品主要供應汽車用途市場,預計在2014年底陸續投產。
燁輝及燁輝(中國)均可產制熱浸鍍鋅丶鍍5%鋁鋅、鍍55%鋁鋅及以上產品為底材之烤漆鋼卷,在產品類別及尺寸皆較齊全的有利條件下’可為國內外鍍烤鋼板用戶帶來更多選擇機會,強化其市場競爭力及擴大彼此之獲利空間
前處理及退火
釆用較新式非氧化性直火燃燒爐(Non- Oxidizing directFlame Furnace)先將原板(冷軋或熱軋酸洗鋼)表面之殘油除去·再進人退火爐,加熱至再結晶溫度以上,使鋼板軟化,以利用戶之成形加工
鋅花調整
鋼帶離開鍍槽,以空氣刀控制鍍層量後再以鋅粉吹射尚未固化之鋅層或以微細化水鍔噴射鋅層·或控制鍍槽成分組成,均可得微細鋅花或無鋅花表面。
調質與整平
高性能之調質機及張力整平機,可改善鍍層表面之均勻性及板形·提高產品品質。

燁輝彩涂板,常熟燁輝彩鋼板,鍍鋁鋅彩涂卷,55%鍍鋁鋅彩鋼卷,鍍鋁鋅鋼板,
代理商:上海志辰實業有限公 司
聯系人:張振興
電話:- 微信同
@
公司:;
燁輝(燁輝)PE聚酯彩涂板祥細介紹
燁輝彩涂板,PE聚酯類彩涂板,分以下三種
一、鍍鋅美麗固彩涂鋼卷
二、5%鍍鋁鋅彩色鳳彩涂鋼卷
三、55%鍍鋁鋅彩色龍彩涂鋼uedbb
說明(DEION)
PhuizerColor PE-20, Colon PE-20F-^ ColorLume PE-20L,系采用新改良之聚酯
涂料(Polyester,簡稱PE)為上涂層(Topcoat)之雙面二涂二烤(2C2B):而底材可分別選配熱浸鍍鋅、鍍5%鋁鋅與鍍55%鋁鋅之彩涂鋼品(即涂料系統相同,底材不同)。均具有良好的輥輪成型性、耐候性及室外穩定性,同時擁有多樣亮麗之色彩。
本型錄三種PE彩涂鋼品,于一般環境直接曝曬下, 防蝕年限可達7至8年,但于工業環境或污染及海 蝕嚴重之地區,其使用壽命會相對降低。一般適合用于空氣污染不嚴重之地區或需多次成型加工之產品。
建議用途(RECOMMENDED END USES)
本型錄三種PE彩余鋼品,適合用于一般輕工業區、商業區、住宅區、郊區、鄉村等建筑物之屋頂、墻板或、儲存室及落水管等用途。
注意事項(ADVERSE CONDITIONS)
本型錄三種PE彩余徹品,不宜使用于非常嚴厲的環境,如嚴重污染之重工業區、海蝕嚴重地區及終年有強烈陽光直射或酷熱的地區。在此環境下,建議采用下列產品(請參閱本公司之各產品型錄): PVDF彩涂鋼品,可適合用于各種腐蝕狀況較嚴重的 環境及嚴寒、酷熱或終年有強烈陽光照射的地區。
恚嫫/IPVDF彩涂相品,可適用于腐蝕狀況特別嚴重的地區,或海岸吹沙特別嚴重的沿海地區。因膜厚高屬特殊涂裝系統,若有需要,請和上海志辰實業有限公司聯系。
標準規格(STANDARD SPECIFICATION) 訂貨規格依選用之底材不同分別為:PhuizerColor PE-20,Colon PE-20F 與 ColorLume PE-20L ,而檢驗與試驗則依本型錄之規定。
底材(Substrate)
PhuizerColor PE-20采用熱浸鍍辭鋼卷,依JIS G3302鍍層量為Z27(即雙面和275g/m2Min.)。 Colon PE-20F采用熱浸鍍5%鋁鋅鋼卷,依JIS G3317鍍層量為Y27(即雙面和275g/m2Min.)。 ColorLume PE-20L采用熱浸鍍55%鋁辭鋼卷,依JIS G3321鍍層量AZ(EP雙面和 g/m2Min.)。 標準底材厚度為0.576mm,其它厚度亦可依客戶要求。
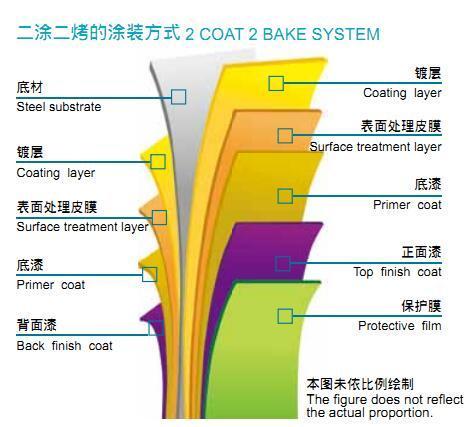
涂層系統(Coating System)
采用雙面二涂二烤之涂層系統。
表面處理(Pre-treatment)
依本公司生產線設備之不同,適切地選擇法國ChemetallSA公司生產之Bonderite面處理劑,于表面形成 一層密且耐蝕性優越的表面化成皮膜。
正面底漆(Top Primer)
使用高防蝕性之聚胺基甲酸乙醋樹脂(Polyurethane, 簡稱PU),干膜厚度為5um。
正面漆(Top Coat)
使用加工性良好之新改良的聚酯樹脂涂料,干膜厚度為20um。
正面漆顏色與光澤(Color & Gloss)
正面漆顏色請參考本公司之標準色板或依客戶要求。正面光澤度一般為25%、35%、65%或75%(60度反射角,依ASTM D523)。
背面底漆(Back Primer)
使用高防蝕性之聚胺基甲酸乙酯樹脂涂料,干膜厚度為2um。
背面漆(Back Coat)
使用耐蝕性良好之環氧樹脂涂料或聚酯樹脂涂料,干膜厚度為7pm。
背面漆顏色與光澤(Color & Gloss)
背面漆顏色為灰棕色、及灰白色三種,詳見本公司之標準色板。背面光澤度一般為25% 與65% (60度反射角,依ASTM D523)。
保護膜(StrippableFilm)
本型錄之三種PE彩余相品,可依客戶要求于正面漆表層加貼一層可撕離之保護膜,以減少在搬運、儲存或成型加工過程中對產品表面造成之外來傷害。此保護膜彩涂產品需內儲且產品安 裝后之一個月內或儲存、安裝于室內或產品自燁輝()公司出貨后之五個月內必須被除去 ,以避免在溫暖的氣候下因時效粘力提高,致使保護膜剝離困難。保護膜的選用請參考燁輝()彩涂鋼品的保護膜使用說明。
產品性能(PERFORNCE)
主要性能(TYPICAL PROPERTIES)
鉛筆硬度
(Pencil Hardness ASTM D3363) :H/3H
沖擊試驗(Impact Test ASTM DZ794)
以直徑12.7mm之沖擊頭做反向沖擊,并以500g重 錘作50cm高度之沖擊后,用3M#600膠帶密貼后,以°角快速剝離,漆膜附著良好,無任何剝落。
艾力生試驗(Erichsen Test ASTM E3)
以約12±6mm/min.的速度做7mm之沖程成型后,用3M#600膠帶密貼后以°角快速剝離,漆膜附 著良好,無任何剝落。
彎曲試驗(Bending Test ASTM D4145)
取試片做°角彎曲成型,使彎曲圓弧的內徑為3 倍板厚值(3T),再以3M#600膠帶密貼后以°角
快速剝離,漆膜附著良好,無任何剝落。
耐溶劑試驗
(Solvent Resistance ASTM D 5402)
以沾M.E.K.或甲苯之紗布,在試片表面施以約1 KG 之力來回擦拭100次以上,未見底材。
加速腐蝕及耐候性試驗 (ACCELERATED CORROSION AND WEATHERING TEST)
鹽水試驗(Salt Spray Test ASTM B117)
在經過鹽水試驗500小時后,距刻痕5mm以外 部分(Un-scribed Area)無紅繡、起泡(6F以上)及鍍層腐蝕發生。
注:非保證面(背面)試驗小時。
加速耐候試驗(Weathering Test-QUV ASTM G53)
在經過500小時后,無顯著的顏色改變或粉化現象。
潤濕試驗(Humidity Resistance Test ASTM D2247)
在經過濕度98%以上之濕潤試驗1000小時后,無顯 著變化。
耐化性(Chemical Resistance - Spot Test ASTM D8)
5%硫酸(H2S04)滴在板面24小時后:無顯著變化。
5%氫氧化鈉(NaOH)滴在板面24小時后:無顯著變化
處理與成型(HANDLING AND FORMING)
為避免損傷產品表面,產品于搬運、運輸、成型加 工及安裝過程,必須小心處理。使用不當之成型潤 滑劑將影響產品特性,并造成表面污染,非必要時,建議請勿使用。
儲存(STORAGE)
無論如何決不可將鋼卷露儲或儲存于潮濕的環境,因為毛細管之作用會將濕氣汲入鋼卷表面間,濕氣 或水將無常蒸發,易導致產品特性惡化,減短預 期之使用壽命,并影響產品之外觀。已成型之裁板的C存,同樣的必須特別注意此問題。
-/gjdfhe/-
http://m.yau.net.cn