彩鋼卷基本概念又叫彩色鋼卷,采用復合技術將鋼材與色澤鮮艷豐富的腹膜高度融合成一體,兼備多種材料的良好性能,極大地提高材料的化學穩定性,具有更有效的防銹和防腐性能。彩鋼不僅具備鋼材在柔韌性、可塑性、耐壓、耐磨、散熱及抗高溫方面的品質,同時在色澤、光潔度、手感等方面也非常突出。值得一提的是,彩鋼生產使用的所有原料均為無污染無公害環保材料,且生產過程完全絕塵,無論是生產還是后期的使用都具備極高的環保特性。
彩鋼卷彩鋼分類
彩鋼材料共分為五類:包裝類、家電類、建材類、光學材料及裝飾材料。其中以家電類彩鋼材料工藝精細,生產要求。
彩鋼卷彩鋼存在的問題
1.盡管目前用量的建材用熱鍍鋅基板產能很大,但缺少無鋅花平整熱鍍鋅鋼卷及鋅合金鍍層鋼卷等良好的基板;
2.國產涂料品種、質量不能完全滿足需求,涂料的高價格降低了競爭力,貼膜彩色板所需塑膠膜尚需依賴,缺少涂層厚、功能性、度、花色豐富的彩涂板;
3.產品不夠規范,造成嚴重浪費,產能4萬噸/年以下的低產能機組過多,在產品質量和環境保護方面都存在問題;
4.全國彩涂機組過多,遠超過市場需求,致使許多彩涂機組開工率很低,甚至停產。

燁輝彩涂板,常熟燁輝彩鋼板,鍍鋁鋅彩涂卷,55%鍍鋁鋅彩鋼卷,鍍鋁鋅鋼板,
代理商:上海志辰實業有限公 司
聯系人:張振興
電話:- 微信同
@
公司:;
燁輝(燁輝)PE聚酯彩涂板祥細介紹
燁輝彩涂板,PE聚酯類彩涂板,分以下三種
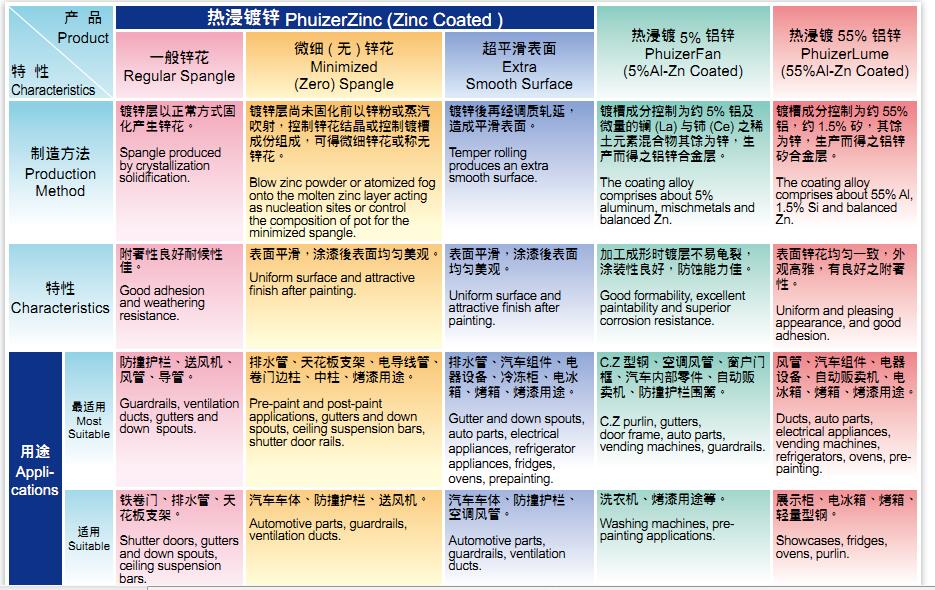
一、鍍鋅美麗固彩涂鋼卷
二、5%鍍鋁鋅彩色鳳彩涂鋼卷
三、55%鍍鋁鋅彩色龍彩涂鋼uedbb
說明(DEION)
PhuizerColor PE-20, Colon PE-20F-^ ColorLume PE-20L,系采用新改良之聚酯
涂料(Polyester,簡稱PE)為上涂層(Topcoat)之雙面二涂二烤(2C2B):而底材可分別選配熱浸鍍鋅、鍍5%鋁鋅與鍍55%鋁鋅之彩涂鋼品(即涂料系統相同,底材不同)。均具有良好的輥輪成型性、耐候性及室外穩定性,同時擁有多樣亮麗之色彩。
本型錄三種PE彩涂鋼品,于一般環境直接曝曬下, 防蝕年限可達7至8年,但于工業環境或污染及海 蝕嚴重之地區,其使用壽命會相對降低。一般適合用于空氣污染不嚴重之地區或需多次成型加工之產品。
建議用途(RECOMMENDED END USES)
本型錄三種PE彩余鋼品,適合用于一般輕工業區、商業區、住宅區、郊區、鄉村等建筑物之屋頂、墻板或、儲存室及落水管等用途。
注意事項(ADVERSE CONDITIONS)
本型錄三種PE彩余徹品,不宜使用于非常嚴厲的環境,如嚴重污染之重工業區、海蝕嚴重地區及終年有強烈陽光直射或酷熱的地區。在此環境下,建議采用下列產品(請參閱本公司之各產品型錄): PVDF彩涂鋼品,可適合用于各種腐蝕狀況較嚴重的 環境及嚴寒、酷熱或終年有強烈陽光照射的地區。
恚嫫/IPVDF彩涂相品,可適用于腐蝕狀況特別嚴重的地區,或海岸吹沙特別嚴重的沿海地區。因膜厚高屬特殊涂裝系統,若有需要,請和上海志辰實業有限公司聯系。
標準規格(STANDARD SPECIFICATION) 訂貨規格依選用之底材不同分別為:PhuizerColor PE-20,Colon PE-20F 與 ColorLume PE-20L ,而檢驗與試驗則依本型錄之規定。
底材(Substrate)
PhuizerColor PE-20采用熱浸鍍辭鋼卷,依JIS G3302鍍層量為Z27(即雙面和275g/m2Min.)。 Colon PE-20F采用熱浸鍍5%鋁鋅鋼卷,依JIS G3317鍍層量為Y27(即雙面和275g/m2Min.)。 ColorLume PE-20L采用熱浸鍍55%鋁辭鋼卷,依JIS G3321鍍層量AZ(EP雙面和 g/m2Min.)。 標準底材厚度為0.576mm,其它厚度亦可依客戶要求。
涂層系統(Coating System)
采用雙面二涂二烤之涂層系統。
表面處理(Pre-treatment)
依本公司生產線設備之不同,適切地選擇法國ChemetallSA公司生產之Bonderite面處理劑,于表面形成 一層密且耐蝕性優越的表面化成皮膜。
正面底漆(Top Primer)
使用高防蝕性之聚胺基甲酸乙醋樹脂(Polyurethane, 簡稱PU),干膜厚度為5um。
正面漆(Top Coat)
使用加工性良好之新改良的聚酯樹脂涂料,干膜厚度為20um。
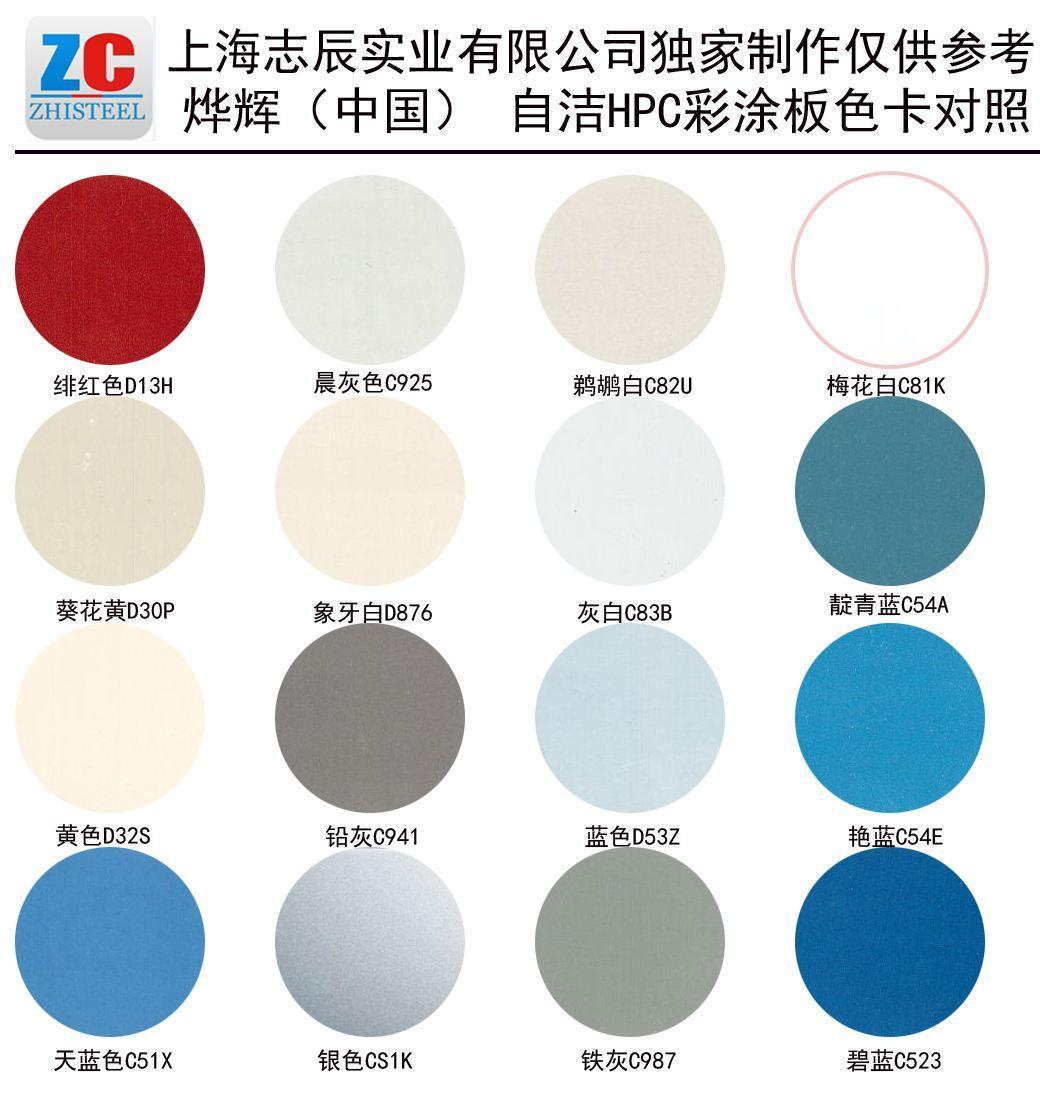
正面漆顏色與光澤(Color & Gloss)
正面漆顏色請參考本公司之標準色板或依客戶要求。正面光澤度一般為25%、35%、65%或75%(60度反射角,依ASTM D523)。
背面底漆(Back Primer)
使用高防蝕性之聚胺基甲酸乙酯樹脂涂料,干膜厚度為2um。
背面漆(Back Coat)
使用耐蝕性良好之環氧樹脂涂料或聚酯樹脂涂料,干膜厚度為7pm。
背面漆顏色與光澤(Color & Gloss)
背面漆顏色為灰棕色、及灰白色三種,詳見本公司之標準色板。背面光澤度一般為25% 與65% (60度反射角,依ASTM D523)。
保護膜(StrippableFilm)
本型錄之三種PE彩余相品,可依客戶要求于正面漆表層加貼一層可撕離之保護膜,以減少在搬運、儲存或成型加工過程中對產品表面造成之外來傷害。此保護膜彩涂產品需內儲且產品安 裝后之一個月內或儲存、安裝于室內或產品自燁輝()公司出貨后之五個月內必須被除去 ,以避免在溫暖的氣候下因時效粘力提高,致使保護膜剝離困難。保護膜的選用請參考燁輝()彩涂鋼品的保護膜使用說明。
產品性能(PERFORNCE)
主要性能(TYPICAL PROPERTIES)
鉛筆硬度
(Pencil Hardness ASTM D3363) :H/3H
沖擊試驗(Impact Test ASTM DZ794)
以直徑12.7mm之沖擊頭做反向沖擊,并以500g重 錘作50cm高度之沖擊后,用3M#600膠帶密貼后,以°角快速剝離,漆膜附著良好,無任何剝落。
艾力生試驗(Erichsen Test ASTM E3)
以約12±6mm/min.的速度做7mm之沖程成型后,用3M#600膠帶密貼后以°角快速剝離,漆膜附 著良好,無任何剝落。
彎曲試驗(Bending Test ASTM D4145)
取試片做°角彎曲成型,使彎曲圓弧的內徑為3 倍板厚值(3T),再以3M#600膠帶密貼后以°角
快速剝離,漆膜附著良好,無任何剝落。
耐溶劑試驗
(Solvent Resistance ASTM D 5402)
以沾M.E.K.或甲苯之紗布,在試片表面施以約1 KG 之力來回擦拭100次以上,未見底材。
加速腐蝕及耐候性試驗 (ACCELERATED CORROSION AND WEATHERING TEST)
鹽水試驗(Salt Spray Test ASTM B117)
在經過鹽水試驗500小時后,距刻痕5mm以外 部分(Un-scribed Area)無紅繡、起泡(6F以上)及鍍層腐蝕發生。
注:非保證面(背面)試驗小時。
加速耐候試驗(Weathering Test-QUV ASTM G53)
在經過500小時后,無顯著的顏色改變或粉化現象。
潤濕試驗(Humidity Resistance Test ASTM D2247)
在經過濕度98%以上之濕潤試驗1000小時后,無顯 著變化。
耐化性(Chemical Resistance - Spot Test ASTM D8)
5%硫酸(H2S04)滴在板面24小時后:無顯著變化。
5%氫氧化鈉(NaOH)滴在板面24小時后:無顯著變化
處理與成型(HANDLING AND FORMING)
為避免損傷產品表面,產品于搬運、運輸、成型加 工及安裝過程,必須小心處理。使用不當之成型潤 滑劑將影響產品特性,并造成表面污染,非必要時,建議請勿使用。
儲存(STORAGE)
無論如何決不可將鋼卷露儲或儲存于潮濕的環境,因為毛細管之作用會將濕氣汲入鋼卷表面間,濕氣 或水將無常蒸發,易導致產品特性惡化,減短預 期之使用壽命,并影響產品之外觀。已成型之裁板的C存,同樣的必須特別注意此問題。

彩涂產品發展趨勢
2005年至2010年期間,我國彩涂鋼板的生產總量將由480萬t增至800萬t,其中用于建筑業占85%,家電產品為3%,其他產品占12%。可見我國彩涂板產量不少,但是大部分產品都是通用型的,質量一般、品種單一,主要用于建筑領域,汽車、家電等高檔產品依靠。量幾乎占國內彩涂板市場的一半份額。這就要求我們將關注重點放在開辟新的應用領域,能夠采用新技術生產具有不同使用特性和花色品種的有機涂層鋼板。
提高基板質量。彩涂基板一般采用冷軋鋼板、熱鍍鋅鋼板、合金化板、電鍍鋅板、鍍鋅鋁板等,某些高檔產品以不銹鋼做基板,無論采用哪種基板都要求其具有較高的表面質量、板形及尺寸精度。
涂料的改良。由初的醇酸樹脂、塑溶膠、聚酯樹脂、高性能的含氟樹脂到水性涂料、粉末涂料等環保節能型涂料的應用,涂料的不斷改進使產品具備高耐蝕性、抗紫外線、耐候性、耐褪色性、耐磨損性、耐指紋性、耐溶劑性等,以及新研制成功的抗菌性、防靜電、保潔性及耐黑變等彩板。
PET復合貼膜彩色板技術。PET是指聚乙烯對苯二(甲)酸鹽,一般使用透明的25um厚的膜,PET膜廣泛用作磁性錄音材料、照像、包裝材料等的基膜。其力學性能好,膜的硬度為1~2H;具有良好的耐熱性;除強堿外,具有良好的抗化學腐蝕性、抗溫性、抗污染性、抗去污性和抗溶劑性。
PET復合貼膜彩色板一種采用PET膜與油漆復合的涂裝技術,透明的PET膜層壓到彩涂板的表面;另一種為層壓PET膜底部印畫彩涂技術,用直接照像印畫法將圖畫印到PET膜上,再用厚約5um聚乙烯類樹脂粘結劑將印好的PET膜層壓到涂好底漆的基板上,底漆多采用熱固化的環氧樹脂。
粉末涂敷工藝。繼幾年前國外粉末槍技術的應用,美國MSC研制出粉末云涂裝技術:將粉末涂料在強大的靜電場作用下,通過粉末旋轉刷產生涂料粉末云,形成粉末云狀、帶有很高電荷的固體涂料顆粒,飛向高速運行的基板,產生足夠大的邊界穿透力,由此,粉末顆粒便均勻地沉積在帶鋼表面上,再經過固化、保溫、淬水冷卻處理。此種工藝能適應高速高效涂裝,產品抗腐蝕、抗劃傷、抗褪色性能好、色澤均勻、環保好、成本低。
我國彩涂板生產無論產量、質量和機組數量上均落后于世界水平,而且據專家分析,世界彩涂板生產線的開工率通常為70%~85%,我國彩涂業面臨的形勢還是比較嚴峻的。預計在未來幾年中,國內彩涂鋼市場仍將以建筑行業為主,家電行業需求量也將明顯增加,主導產品將向薄規格、高強度、耐腐蝕性的方向發展。降低成本、提高質量、凈化處理廢物、廢氣等環保問題以及開拓更廣闊的應用領域是我們急待解決的問題。我們應投入大量的人力、物力研制新工藝、新技術、新產品,以低成本高質量的產品面向國內外的市場
燁輝企業著眼于中國大陸經濟市場成長潛力,加上閩臺鋼鐵中下游加工業者外移影響,為能「就近服務顧客,貼近市場脈動」起見,及基于企業長期發展之戰略考慮下,于2002年1月在江蘇省常熟市投資設立欣瑞科技材料有限公司(2006年10月更名為燁輝(中國)科技材料有限公司),總投資金額6.398億美元。燁輝(中國)公司選擇在常熟建廠系因本地各級領導之服務、效率與熱忱,及常熟位于長江口之優越地理位置,在水、電、瓦斯等之供應上無虞,且距離水深達13.5米之常熟港僅5公里,常熟港可供65,000噸海輪自由進出,對燁輝(中國)之產品及原料進出極為便利。
燁輝(中國)公司建廠初期土地面積約350畝,在2002年11月18日奠基,第一期建廠工程包含酸洗線、冷軋機、熱浸鍍鋅線及彩涂線各一套,已在2005年3月前陸續投產。而第二期擴建增設冷軋機、熱浸鍍鋅線及彩涂線各一套,亦已在2005年12月前陸續投產。第三期擴建工程,包含第三套熱浸鍍鋅線一套已于2009年第二季投產。故2009年產能,熱浸鍍鋅鋼卷為90萬噸、彩涂鋼卷為36萬噸,應可滿足客戶之強烈要求。
http://m.yau.net.cn