材質TDC51D+Z
牌號TDC51D+AZ
包裝鐵皮精包裝
涂層結構兩涂兩烘
鍍鋁鋅含量150克每平方
鍍鋅含量280克
涂板有利于配合或增添所需要的色彩。
(1)屋頂:彩涂板良好的外觀和優異的性能喚醒了建筑設計師和屋主顯現屋頂的興趣,屋頂再也不是僅僅滿足遮風擋雨的功能而需要具有設計特征。用彩涂板制作的屋頂系統可以增添其他建筑元素的色彩,可以獲得屋頂板板輻和接縫大范圍變化所帶來的效果。彩涂板建筑屋頂坡度較陡,典型值為3:12甚至更高,以利于快速排泄雨水。坡度小的屋頂不易看見,通常選用鍍鋁鋅光板,對于坡度小于1/4:12屋頂,采用鍍鋁鋅光板更加經濟,事實經過20年使用后仍保持優異的性能。屋頂板通常不直接安放在屋檁上而放置在骨架上,骨架可以是木制或鋼制。在屋頂板和支架之間通常墊放30磅后的紙或類似材料。部分彩涂板屋頂設計成屋頂結構直接接觸的形式。屋頂板通常為扁平形狀,10~24英尺寬。可以采用細小的縱向肋條提高強度和成型。使用穿透鋼板緊固件或是隱蔽的夾件將鋼板固定在骨架上。屋頂板疊放或縱向焊合在一起。焊接方式分為撐條(batten)式和咬合(snap-together)式,撐條式又可細分為傳統的箱式、帽式和整體式。焊縫典型高度約3/4~2英寸。經咬合及傳統箱式方法焊接的屋頂板采用隱蔽的夾件或固定在焊縫上的鐵角緊固在骨架上,整體式焊接的屋頂板通過鐵箍或隱蔽的緊固件固定在骨架上。活動的鐵箍和鐵角設計可以防止屋頂板熱脹冷縮。
(2)墻面:建筑面板生產廠商能夠大范圍提供不同形狀彩涂墻面板,寬大正面的所有區域的墻面板外觀和所需的建筑效果能夠完全一致。高質量的彩涂板可以確保整個項目的鋼板色彩和外觀保持一致。同樣,由于使用一樣的材料可以大限度減少連接和轉接技術問題,所以,對整體設計效果有關鍵影響的部件(trimwork,stops,copings)等可以采用大面積外覆件同樣的材料、色彩和處理。
維護
服役期間的維護可以延長彩涂板使用壽命。雖然工廠預涂油漆的建筑面板壽命比平常油漆的面板長很多年,它們仍需徹底進行清洗,在有雨水自動清洗的地方,如屋頂板,不需要進行維護。清洗可以清除積存的腐蝕物,保持建筑物美好外觀而無需進行油漆,需要清洗的地方包括支架、滴水檐下側板、倉庫門板、滴水檐板背面溝槽等。
(1)清洗:通常,用干凈的水能夠清除鋼板表面積存的大多數灰塵和殘留物。理論上,至少每六個月需要清掃一次,在鹽霧較多的海岸及工業粉塵較重的地方,清掃應更頻繁。對沖洗不掉的頑漬,可采用如下方法使用弱的洗潔劑,或家用氨劑清洗。無論什么情況,在大面積清洗之前,先擦洗一不顯眼的小塊測試。取一匙“汰漬”洗衣粉(或其他洗滌劑,磷酸鹽含量小于0.5%)溶于5加侖的熱水中;或取一杯家用氨溶于5加侖室溫水中,不要將氨和任何漂白劑混合使用;不要私自將洗滌劑和漂白劑混合,如果要求進行洗滌和漂白,使用含漂白劑的洗滌劑。使用上述任一種洗滌劑,用浸透了的軟布、海綿、軟毛刷或低壓噴頭由上至下清洗鋼板表面,避免擦拭條痕、避免產生光亮點。建議不要采用去污粉或工業洗滌劑,因為它們將損害油漆。水溶性洗滌劑如“奧妙”非常有效,可以使用。如果出現和長霉,上述方法無法去除,推薦使用含漂白劑的洗滌劑,如含漂白劑的“汰漬”。洗滌后的鋼板表面需徹底清除洗滌劑殘留。
(2)補漆:如果在安裝和使用過程中出現擦劃傷,可能需要對缺陷部分進行補漆。補漆不當或過多可能損壞整個表面。6英尺處看上去不顯眼的擦劃傷好不要進行修補,因為正常風蝕能將其掩蓋。補漆只需對油漆脫落部分進行修補,補漆前,對需要進行修補的部位需用酒精清除污物、石蠟及其他污穢。建議不使用噴補漆對大面積區域進行修補,因為噴補漆風干不如工廠預涂漆。與建筑板生產廠商或涂料供應商索取適合的噴補系統。不推薦使用氣溶膠或噴霧修補擦劃傷缺陷。佳的修補工具為高質量的、1/2英寸或稍小一點的畫畫刷。如果按上述方法進行維護,彩涂板將長時間保持其原有本色。
寶鋼彩涂板—制造過程更綠色
預處理:內部供料,所供基板不涂油,減少了脫脂液和防銹油的消耗以及相關廢水處理的壓力。工廠化統一處理鈍化廢水,提高了處理效率及可能的泄漏風險。輥涂預處理(D|P)的使用,徹底杜絕了廢水。涂料及涂層:密封涂層室負壓,減少溶劑外泄,防火地坪,溶劑收集并焚燒。采用環保涂料、水性涂料、不采用、作為稀釋劑。烘烤固化:所揮發的溶劑全回收,回收的溶劑全部進行高溫焚燒,焚燒產生的熱量用于補充熱風加熱。其他:開卷及轡取部位產生的切頭切尾、捆帶等金屬材料全部作為廢鋼回爐煉鋼。
■全流程的生產質量控制管理
全流程(煉鋼——彩涂)的制造過程對終產品的性能至關重要。比如力學性能控制,由于對基板化學成分不受控,因此,彩涂生產廠熱鍍鋅機組的退火溫度控制就沒有針對性,導致力學性能隨基板不同而不穩定,比如由于沒有上下工序的配合,鋼板的板型控制就失去方向;比如由于基板的缺乏,生產節奏拉長,導致鋼板表面的活性下降,影吶鍍層和基板、鍍層和涂層表面結合力不佳。無論是鍍鋅還是彩涂,它的基板都不能放置太久。寶鋼從70年代末開工建設起,從日本引進了一貫質量管理方法,它的基本思路就是輸入用戶需求,將寶鋼生產工藝、人員、設備、原料、研發、營銷等進行規范設計,從原料到成品的全過程進行管控,以質量為中心兼顧效率、成本、交貨期的質量管理方法,并借助PDCA方法持續改進質量以滿足用戶日益提高的品質要求。
完備的檢測裝備,的檢測手段
鍍鋁鋅鎂鋼板是由日本新日本制鐵株式會社研制的新型高耐腐蝕性鍍膜鋼板,英文名稱“super dyma”,簡稱SD。 SD產品主要使用在土木建筑(多孔板),農業畜產(農業飼養大棚鋼鐵結構),鐵路道路,電力通信(輸配電 高低壓開關柜 箱式變電站外體),汽車電機,工業制冷(冷卻塔,大型戶外工業用空調)等行業,使用領域非常廣泛。
一、鍍鋁鋅鎂鋼板的優異特性
平面部位耐腐蝕能力是鍍鋁鋅鋼板的6—8倍
具有的切斷面涂層自愈防腐性能
產品規格優勢:可生產厚度范圍 0.27mm---9mm
可生產寬度范圍 580mm---1524mm
擁有優異的耐堿性防腐蝕性能,個別領域可代替不銹鋼
嚴峻條件下的加工性能穩定性,可代替后浸鋅鋼板
可提供生產環保產品,不含重金屬離子,符合ROHS標準
二、鍍鋁鋅鎂鋼板涂鍍層的成分
以鋅為主,同時加入了下列的合金成分:
鋁 約11%
鎂 約3%
硅 微量
是型的強耐腐蝕性鍍層鋼板。
三、鍍鋁鋅鎂鋼板的防腐能力介紹
鍍層厚度在550g/m2 的后鍍鋅鋼板,由于表面保護皮膜較粗,水分子及空氣容易滲入,故在一段時間之后仍然會有紅銹產生。而僅有90g/m2的SD,由于其致密保護皮膜的作用,就可以阻斷水分子及空氣的滲入,避免紅銹的繼續發生,從而達到更高的耐腐水平。
彩鋼板生產工藝流程
彩鋼板的常用鋼種、基板、鍍層
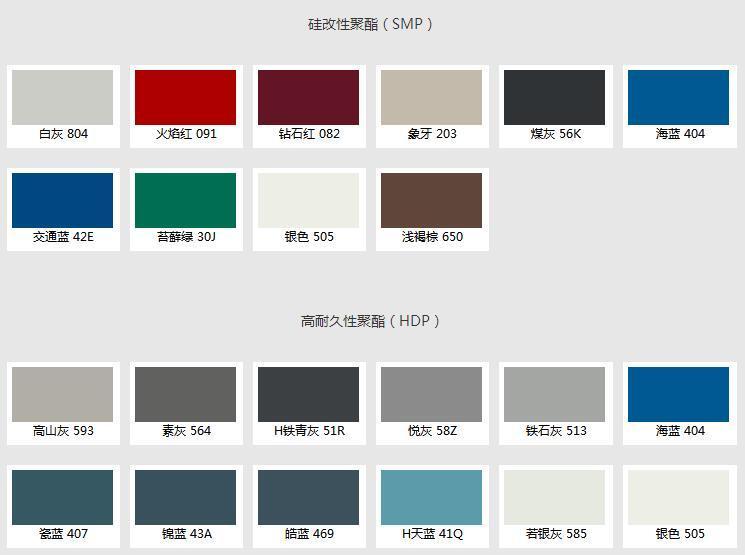
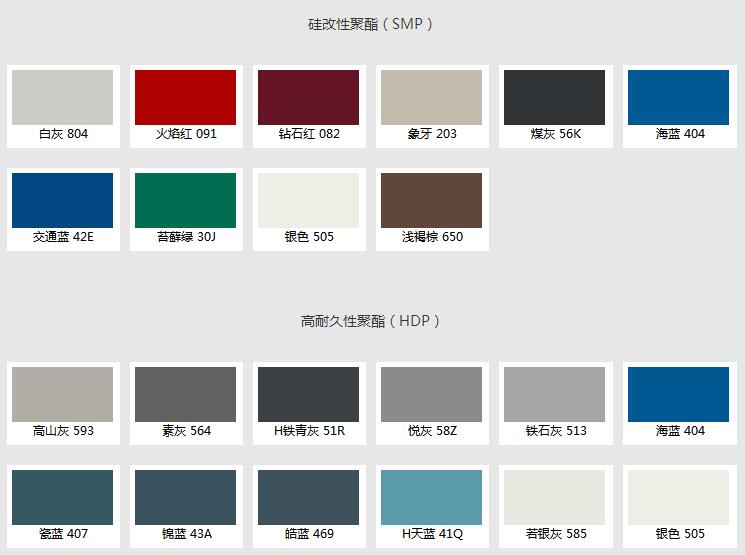
彩鋼板的涂層種類
彩鋼板的儲存、運輸
彩鋼板的質量判斷
彩鋼板的發展趨勢
一、彩鋼板生產工藝流程
彩鋼板(又名:彩板、彩色涂層鋼板)是以冷軋鋼板和鍍鋅鋼板為基板,經過表面預處理(脫脂、清洗、化學轉化處理),以連續的方法涂上涂料(輥涂法),經過烘烤和冷卻而制成的產品。
涂層結構有二涂一烘、二涂二烘等,免維護使用年限根據環境大氣不同可為10-30年。
常見的二涂二烘型連續彩色涂層機組工藝流程主要生產工序為:開卷機-------縫合機------壓輥------漲力機----開卷活套-----堿洗脫脂------清洗----烘干-------鈍化-------烘干------初涂-------初涂烘干------面漆精涂------面漆烘干------風冷降溫------收卷活套-----收卷機-----(下卷打包入庫)。
彩鋼板知識詳解(建議收藏)
彩鋼板知識詳解(建議收藏)
彩鋼板知識詳解(建議收藏)
雙面二涂二烘彩色涂層鋼板的涂層結構,如上圖所示
彩鋼板知識詳解(建議收藏)
上表面二涂二洪,下表面涂一層的彩色涂層鋼板的涂層, 如上圖所示 (此類背面漆一般不宜當正面使用)
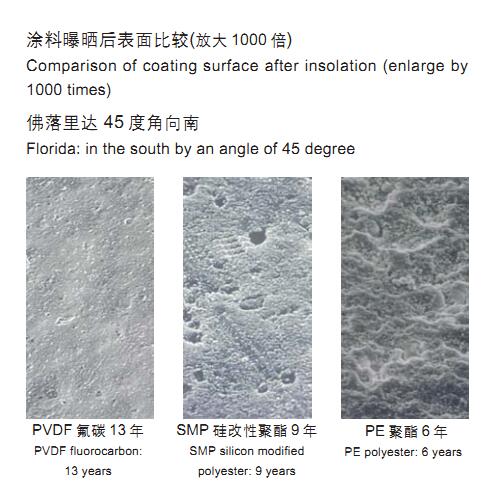
彩色涂層鋼板是以冷軋鋼板,電鍍鋅鋼板、熱鍍鋅鋼板或鍍鋁鋅鋼板為基板經過表面脫脂、磷化、鉻酸鹽處理后,涂上有機涂料經烘烤而制成的產品。彩色涂層鋼板的常用涂料是聚酯(BHP XRW涂覆系統,寶鋼JZ,韓國PGS,閩臺PE ),其次還有硅性樹酯(PSS),氟樹脂(PVDF)等,涂層結構分二涂一烘和二涂二烘,涂層厚度一般在表面20-25μ,背面8-10μ。彩色涂層鋼板通常引用的標準是美國ASTM A527(鍍鋅)、ASTM AT92 (鍍鋁鋅),日本JIS G3302,歐洲EN/0142,韓國KS D3506,寶鋼Q/BQB420

電鍍鋅基板
耐蝕性良好,鋅層薄,加工性能好。適用于制作家電、鋼窗或室內隔墻等
http://m.yau.net.cn