材質TDC51D+Z
牌號TDC51D+AZ
包裝鐵皮精包裝
涂層結構兩涂兩烘
鍍鋁鋅含量150克每平方
鍍鋅含量280克
寶鋼彩鋼卷一級經營商,上海志辰實業有限公司代理:寶鋼彩鋼板,閩臺燁輝彩涂板,寶鋼青山彩鋼卷,寶鋼黃石彩涂板,氟碳彩鋼板,PVDF彩涂卷,HDP高耐候彩鋼板,PE聚酯彩涂板,張振興
安裝彩涂板表面決不允許金屬銼屑、鉆屑、切屑和其他金屬物件如鉚釘和緊固件等殘留,因為金屬殘留物受侵蝕后將引起銹斑。這些殘留物一經發現,需立即從屋頂掃除,或至少在每天施工結束后進行清掃。避免在上面行走以避免破壞漆膜。在嚴格要求的場合,建筑物安裝2周內需進行檢查,以去除可能生銹的殘留物質。此時清除殘留物將有助于屋頂外觀保持長久。
剝離膜
部分彩涂板表面敷上一層設計的透明有機薄膜。有機薄膜可以保護彩板涂層在儲運過程中發生擦劃傷,但在安裝結束后需立即剝除。太陽光照射將增強有機膜和彩板表面的黏附作用,因此,現場放置彩涂板時需要覆蓋以避免陽光直射。
切割
應盡可能使用切邊板而避免在工地現場進行切割。如果需要進行切割,可以使用直剪、弧形剪、鋸切機和手工剪等切割工具。所有在工地進行的切割工作都不得損壞鋼板涂層或鍍層并保持切邊良好。剪刃必須保持鋒利以減小毛刺,剪切時,先保持鋼板表面朝上,使得產生的毛刺在鋼板背面。不得在其他彩涂板表面上進行切割加工,如果需要進行動力切割或鉆孔,鉆孔周圍和切口附近應覆上膠帶或破布以防止熱屑灼傷涂層。應避免采用砂輪切割、鋼鋸或火焰切割等工具進行切割損害鋼板鍍層和涂層。
輔材匹配
銅、鉛、石墨和未保護的鋼板不得和彩涂板直接接觸使用,應避免銅板流失物到鋼板上。彩涂板不得和濕的或風化處理的木材以及濕的水泥直接接觸使用。理由如下:木材含有的水分,風化處理的腐蝕性化學物質將縮短彩板的壽命,經化學處理的木材流失物引起腐蝕,濕的水泥堿度高能與鋼板涂層反應。
夾芯板
由于電化學反應,鉛和銅的夾芯板將加速鍍鋁鋅鋼板的腐蝕。鉛不能和鍍鋁鋅鋼板作夾芯板使用,銅不能與鍍鋁鋅和鍍鋅板作夾芯板使用。夾芯板推薦材料為鍍鋁鋅基板、鍍鋁鋅彩板和鋁板。由于鍍鋅板壽命較短,不應和鍍鋁鋅彩板作夾芯板使用。無碳橡膠和鋁廠生產的屋頂板-穿透性夾芯板材料,如排風管,可以和鍍鋁鋅鋼板作夾芯板。
儲運
在儲運過程中不采取簡單而基本的預防措施可能導致鋼板損傷、延誤和經濟損失。在捆包重心線上進行起吊。采用起重機起吊時,使用尼龍帶和擴展橫木,不能使用鋼絲繩。使用叉車裝卸時,調整叉距必須大于5英尺。如果鋼板超過10英尺,需要2人或多人抬起一邊以避免下垂。在運輸和安裝過程中采取下述措施以避免損壞彩涂板在運輸過程中保持鋼板干燥。在搬運和安裝鋼板過程中需佩戴干燥的干凈手套。不能在粗糙表面和鋼板表面上拖拉鋼板。鋼板應離開地面安放在墊木上,傾斜一定角度避免積水,并罩上防雨布。濕的捆包應迅速隔離,用干凈紗布擦拭后,在通風處堆放直至完全干燥。
回填和地基
盡量避免在鍍鋁鋅板側回填土壤,必須回填時,鋼板表面和回填土壤之間用隔離膜分開。理想狀態下,在混凝土地基上安裝鍍鋁鋅彩涂鋼板時需加上一層固定墊板,并防止鍍鋁鋅鋼板側邊和墊板直接接觸。固定墊板應傾斜一定角度避免積水和避免向鍍鋁鋅鋼板切邊處排水。
絕緣
了解寶鋼彩涂產品的手段不足
彩色涂層鋼板與很多建材一樣,一般人()憑自己握的知識和肉眼來判斷材料的質量及使用壽命是不現實的,即使是人員不借助的裝備也很難辨別優劣。在目前的技術條件下,要俠速判斷彩涂鋼板的使用壽命是不可能的,即使使用的抗素外線照射,也要1000小時才能夠分辯得出,這就給大量劣質彩涂鋼板有可剩之機,因為在工程竣工前,再劣質的材料也能堅持1-2年的時間。
■寶鋼彩涂鋼板售價與性價比的關系
彩涂鋼板是一種建材,它的質量優劣在短期內是無法反映出來的,市場上大多數的用戶()目前還是以價格為主導因素來決定彩涂鋼板的選擇。實際上這很不科學,盡管次投資省了,但存在著維護費用提高、使用壽命縮短等問題般工業建筑的設計使用年限為15-20年,寶鋼彩涂鋼板在設計年限內是不需要更換的。本書展示了很多使用了寶鋼普通PE)彩涂板的建筑,使用時間已經10多年,有的甚至接近20年,到目前為止顏色、涂層等性能變化并不大,彩涂板完好無損。但如果采用一般的彩涂鋼板,使用壽命通常為7-8年,甚至更短,在設計期內至少需要更換一次。由于寶鋼彩涂板良好的實物質量,在市場上寶鋼彩涂板的價格比一般彩涂板貴幾百到上千元,但是如果按一般彩涂板在設計使用年限內更換一次測算的話,使用寶鋼彩涂板的成本是一般彩涂板的60%左右。由此推算寶鋼彩涂板的售價可以比一般彩涂板售價貴66%左右,這還不考慮其它影響,如對企業形象影響,更換維護時對生產影響等。
對厚度及負公差的認識
關于厚度以及公差,相信很多鋼結構廠及關心,設計師設計材料享度時主要考慮材料的結構及承載。但實際上彩涂鋼板的總厚度由三部分組成,鋼板享度+鍍層厚度+涂層厚度。以寶鋼0.5mm彩涂鋼板為例,按現有標準彩涂鋼板厚度是基板+鍍層的厚度,也就是05mm彩涂鋼板其基板厚度大約為0476mm,鍍層厚度為0024mm,涂層0.03mm沒有算在其中,因此,正常情況下,0.5mm寶鋼彩涂鋼板實際厚度大約為053mm還有就是材料的厚度負公差,由于彩涂鋼板廠的鋼卷都是卷狀交貨,負公差意味著鋼板變薄,就是說同樣重量的鋼板其使用面積提高,按產品標準來說,大的負公差可以達到材料厚度的10%。負公差意味著材料的設計余量被占用,對整體建筑物的抗風和雪載荷的能力下降,在極端天氣頻繁的今天其實很危險,近出現過多次的橋梁坍塌偷工減料)現象就很說明問題

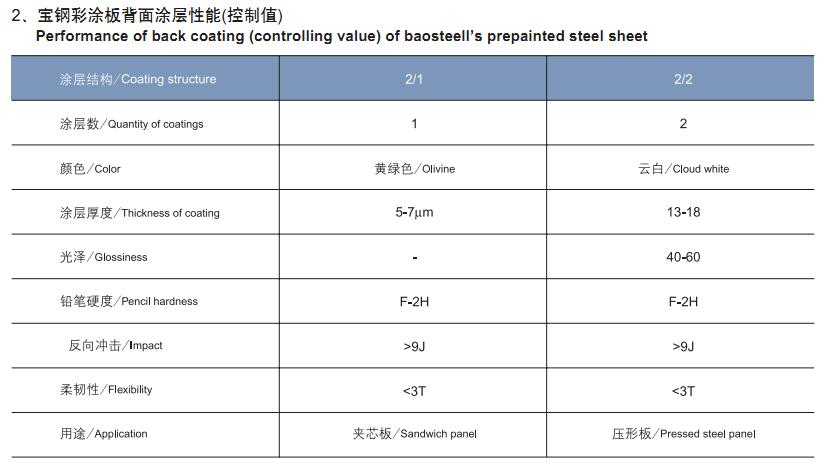
寶鋼PVDF彩鋼板類產品要求的涂膜更厚,因為要提供更長的使用年艱保證。對背面涂層的要求視用途而定,夾芯板只要求有層可粘結的底漆,而成型鋼板由于室內腐蝕環境因此也要求涂兩層,厚度至少10um以上。
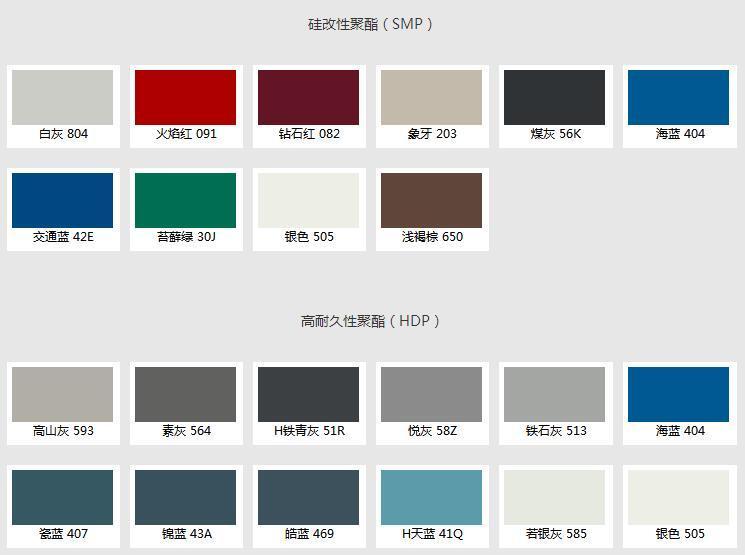
寶鋼彩涂板涂層顏色的選擇
對顏色的選擇主要是考慮與周圍環境的匹配和的愛好,但從使用技術角度講淺顏色涂料的顏料選擇余地大,可選擇耐久性優越的無機顏料(如鈦白粉等),而且涂料的熱反射能力強(反射系數達到深色涂料的一倍)夏季涂層本身的溫度相對就低,這對涂層壽命延長是有益的。另外,即使涂層變色或粉化,淺顏色涂膜變化后與原顏色的反差小,對外觀的影響就不大。而深顏色(尤其是比較鮮艷的顏色)采用有機顏色的居多,遇索外線照射容易褪色,短的3個月就變顏色。對于彩色涂層鋼板來說,通常涂層和鋼板的受熱膨脹率不同,尤其是金屬基板和有機涂層的線膨脹系數差別較大當環境溫度發生變化時,基板和涂層結合界面就會發生膨脹或收縮應力,如果不能適當釋放就會發生涂層龜裂。另外,在這里要說明兩點目前國內市場上的選擇誤區:其一就是國內目前存在大量白色底漆。采用白色底漆的目的就是可以減少面漆的厚度,因為正常建筑用耐腐蝕底漆是黃綠色的(因此有鉻酸鍶顏料),必須有足夠的面漆厚度才能有好的遮蓋力。這樣,對耐腐蝕性是很危險的,先底漆耐腐蝕性差,再者面漆大大減薄,不足10微米。這樣的彩涂鋼板看上去光鮮,用不了兩年就會在不同地方產生腐蝕(切口、折彎加工處、膜下等)。其二就是建筑工程用彩涂鋼板同一工程采用不同廠商、不同批次的彩涂鋼板,在施工中看似顏色一致,但經過幾年的太陽光照射后,不同涂層不同廠商的顏色變化趨勢不同,導致產生嚴重的色差,這樣的例子實在太多了。即使同一供應商的產品,也強烈建議同一工程一次訂貨,因為不同批號有可能采用不同涂料供應商的產品,增加了色差產生的可能性。
目前大量使用于建筑用彩涂的鍍層是熱鍍鋅和鍍鋁鋅,鍍層厚度越大,耐腐蝕性能越好。鍍層厚度主要是影響到彩涂鋼板的切口腐蝕性能,切口腐蝕是電化學腐蝕,影響因素有預處理層、底漆、基板厚度、鍍層厚度等。在正常情況下,預處理層和底漆相對比較固定,影響切口腐蝕性能的就是基板厚度及鍍層享度了,基板越薄,鍍層越厚,耐切口腐蝕的性能越好。關于這點,國際上有很多研究,目前比較公認的就是鋅比,即鍍層單面每平方米鍍層重量的克數/基板的厚度(以毫米計),認為鋅比≥100是有效防止彩涂鋼板切口腐蝕的保證。舉例說明:如果0.6mm的鋼板,其單面鍍鋅量就要達到60克/平方米。盡管鍍鋁鋅光板的耐腐蝕性能優于熱鍍鋅,但對切匚腐蝕蔓延來說,鏵比也適用于熱鍍鋁鋅。至于鍍層選擇熱鍍純鋅還是熱鍍鋁鋅,則主要取決于使用環境的酸堿度。鋅和鋁均屬于兩性金屬,但它們在酸和堿中的表現還是有差別的,純鋅在堿性介質中的表現優于鋁鋅合金,在酸洗介質中的表現則相反。因此,推薦相對酸性環境中采用鍍鋁鋅彩涂,相對堿性環境則采用熱鍍純鋅彩涂,根據使用經驗,濕的木材、混凝土等不要長時間接觸鍍鋁鋅基板。
鋼種
鍍鋁鋅鎂鋼板是由日本新日本制鐵株式會社研制的新型高耐腐蝕性鍍膜鋼板,英文名稱“super dyma”,簡稱SD。 SD產品主要使用在土木建筑(多孔板),農業畜產(農業飼養大棚鋼鐵結構),鐵路道路,電力通信(輸配電 高低壓開關柜 箱式變電站外體),汽車電機,工業制冷(冷卻塔,大型戶外工業用空調)等行業,使用領域非常廣泛。
一、鍍鋁鋅鎂鋼板的優異特性
平面部位耐腐蝕能力是鍍鋁鋅鋼板的6—8倍
具有的切斷面涂層自愈防腐性能
產品規格優勢:可生產厚度范圍 0.27mm---9mm
可生產寬度范圍 580mm---1524mm
擁有優異的耐堿性防腐蝕性能,個別領域可代替不銹鋼
嚴峻條件下的加工性能穩定性,可代替后浸鋅鋼板
可提供生產環保產品,不含重金屬離子,符合ROHS標準
二、鍍鋁鋅鎂鋼板涂鍍層的成分
以鋅為主,同時加入了下列的合金成分:
鋁 約11%
鎂 約3%
硅 微量
是型的強耐腐蝕性鍍層鋼板。
三、鍍鋁鋅鎂鋼板的防腐能力介紹
鍍層厚度在550g/m2 的后鍍鋅鋼板,由于表面保護皮膜較粗,水分子及空氣容易滲入,故在一段時間之后仍然會有紅銹產生。而僅有90g/m2的SD,由于其致密保護皮膜的作用,就可以阻斷水分子及空氣的滲入,避免紅銹的繼續發生,從而達到更高的耐腐水平。
彩鋼板生產工藝流程
彩鋼板的常用鋼種、基板、鍍層
彩鋼板的涂層種類
彩鋼板的儲存、運輸
彩鋼板的質量判斷
彩鋼板的發展趨勢
一、彩鋼板生產工藝流程
彩鋼板(又名:彩板、彩色涂層鋼板)是以冷軋鋼板和鍍鋅鋼板為基板,經過表面預處理(脫脂、清洗、化學轉化處理),以連續的方法涂上涂料(輥涂法),經過烘烤和冷卻而制成的產品。
涂層結構有二涂一烘、二涂二烘等,免維護使用年限根據環境大氣不同可為10-30年。
常見的二涂二烘型連續彩色涂層機組工藝流程主要生產工序為:開卷機-------縫合機------壓輥------漲力機----開卷活套-----堿洗脫脂------清洗----烘干-------鈍化-------烘干------初涂-------初涂烘干------面漆精涂------面漆烘干------風冷降溫------收卷活套-----收卷機-----(下卷打包入庫)。
彩鋼板知識詳解(建議收藏)
彩鋼板知識詳解(建議收藏)
彩鋼板知識詳解(建議收藏)
雙面二涂二烘彩色涂層鋼板的涂層結構,如上圖所示
彩鋼板知識詳解(建議收藏)
上表面二涂二洪,下表面涂一層的彩色涂層鋼板的涂層, 如上圖所示 (此類背面漆一般不宜當正面使用)
彩色涂層鋼板是以冷軋鋼板,電鍍鋅鋼板、熱鍍鋅鋼板或鍍鋁鋅鋼板為基板經過表面脫脂、磷化、鉻酸鹽處理后,涂上有機涂料經烘烤而制成的產品。彩色涂層鋼板的常用涂料是聚酯(BHP XRW涂覆系統,寶鋼JZ,韓國PGS,閩臺PE ),其次還有硅性樹酯(PSS),氟樹脂(PVDF)等,涂層結構分二涂一烘和二涂二烘,涂層厚度一般在表面20-25μ,背面8-10μ。彩色涂層鋼板通常引用的標準是美國ASTM A527(鍍鋅)、ASTM AT92 (鍍鋁鋅),日本JIS G3302,歐洲EN/0142,韓國KS D3506,寶鋼Q/BQB420
http://m.yau.net.cn