材質TDC51D+Z
牌號TDC51D+AZ
包裝鐵皮精包裝
涂層結構兩涂兩烘
鍍鋁鋅含量150克每平方
鍍鋅含量280克
鹽霧箱
涂層厚度檢測:彩涂板涂層厚度是彩涂板成品檢測中的重要指標,它直接影響彩涂板其它各項性能,其準確與否不僅影響彩涂板的質量,而且也影響生產成本。
實驗方法執行標準為GB/T12754-2006彩色涂層鋼板及鋼帶和GB/T13448-2006彩色涂層鋼板及鋼帶的試驗方法。GB/T13448-2006中規定的4種彩涂板涂層厚度的檢測方法為磁性測厚儀法、千分尺法、鉆孔破壞式顯微鏡法和金相顯微鏡法。
彩涂工藝流程
常見生產工藝流程如下圖:
核心涂裝工藝
涂裝: 涂層厚度控制是彩涂板生產過程中關鍵參數。涂層厚度控制有兩種控制方法一:一種是采用壓力傳感器,一種采用磁尺控制。
我們采用的是磁尺+壓力傳感器技術,在提料輥、計量輥和涂覆輥之間采用磁尺控制,在涂覆輥和帶鋼之間采用壓力傳感器控制。各輥之間的位置值和涂覆輥與帶鋼之間的壓力值顯示在操作屏上,厚度控制在±1μ以內。
輥涂是在輥(輥筒)上形成一定厚度的濕涂層,隨后將這濕涂層的部分或全部轉移到被涂物上的涂裝方法。它適用于平板或帶材涂層的生產,其特點是:速度快、生產效率高。
基板質量的好壞對彩涂鋼板終性能有很大影響,屈服強度的高低、不同鋼卷之間的性 能差異、基板的板型等都會影響用戶輥壓成型(壓瓦)的板型,而國內大多數彩涂鋼板生產 商(包括一些很的外資彩涂廠)幾乎都外采購熱軋基板,沒有全流程的原料保障,因 此,質量穩定性不足,隱性質量問題較多,后續維護成本高。寶鋼黃石公司采取下面2個措 施來保證終產品的質量穩定。 1、要求嚴格的成份和力學性能范圍,黃石公司原料主渠道為股份公司直供,產品的全 過程受控,還對鋼廠的過程控制參數提出了要求,比如要求熱軋終軋溫度、在爐時間等; 2、在熱軋卷進廠后,針對個別鋼卷化學成分或力學性能波動,寶鋼黃石公司會進行動 態質量設計,通過后續冷軋軋制和熱鍍退火的參數變更來糾偏熱軋卷的波動,保證終彩涂 產品的質量穩定。作為寶鋼股份旗下中部地區彩涂生產基地,從熱軋到彩涂實現全流程 管控,為了保證產品具有優良的成型性能、保證產品屈服強度、抗拉強度、延伸率、厚度公 差具有一致性,我們對原料簽訂鋼協議,對煉鋼化學成份、熱軋卷取溫度等核心指標進 行規定

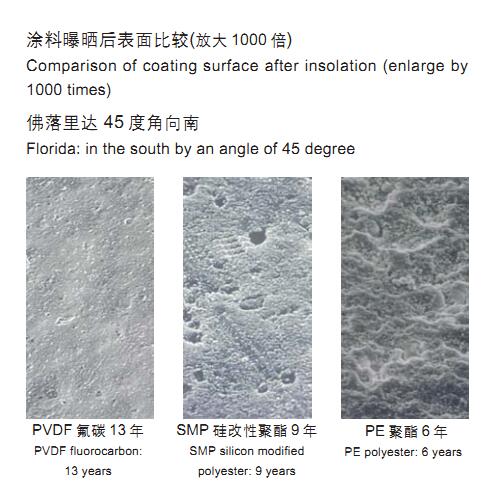
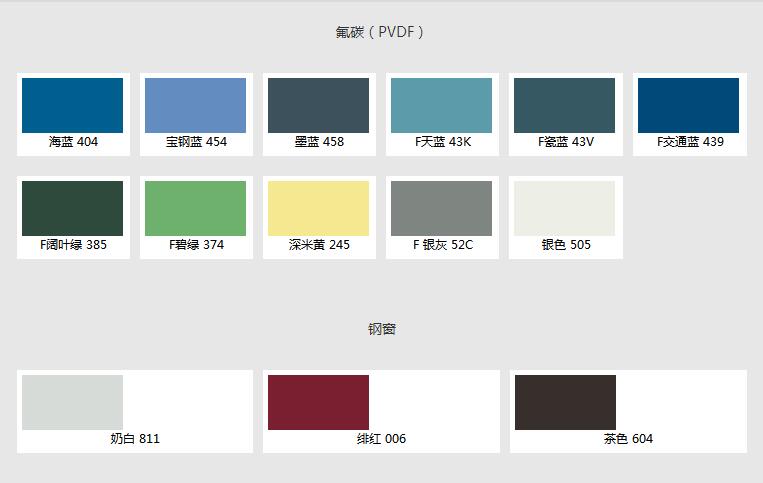
寶鋼股份公司對用戶承諾如下,我公司彩涂機組生產的面漆涂料為氟碳(聚偏氟乙烯的彩涂板卷自出廠后20年內,在正常儲運和使用條件下涂層變化不超過如下范圍涂層表面不起皮、開裂及龜裂2.色差(涂層顏色變化)△E-5個色差單位( Hunter?制),試驗及評定辦法按ASTM D2244-1993執行。
粉化率不超過8級,試驗及評定辦法按 ASTM D4214-1998執行。
特別說明
正常儲運和使用條件的含義如下:
1.在通常的氣候條件。
2.作為屋面的涂層板坡度不小于10度。
涂層表面不能有損傷或被修補過。
4.使用環境距離重工業區和海岸線1000米以外
涂層表面不能長時間有腐蝕性異物存在。
6.終建筑物位于中國境內。
特別提示:
為保證利益方的權益,建議用戶在現場板取A4紙大小的樣板進行封存,并經寶鋼股份公司和用戶雙方簽字確認,由用戶保存于室內以此作為標準板。
其它:
如出現保證內容及保證條件以外的情況,寶鋼股份公司與用戶友好協商解決。
http://m.yau.net.cn




