材質(zhì)TDC51D+Z
牌號TDC51D+AZ
包裝鐵皮精包裝
涂層結(jié)構(gòu)兩涂兩烘
鍍鋁鋅含量150克每平方
鍍鋅含量280克
■全流程的生產(chǎn)質(zhì)量控制管理
全流程(煉鋼——彩涂)的制造過程對終產(chǎn)品的性能至關(guān)重要。比如力學性能控制,由于對基板化學成分不受控,因此,彩涂生產(chǎn)廠熱鍍鋅機組的退火溫度控制就沒有針對性,導(dǎo)致力學性能隨基板不同而不穩(wěn)定,比如由于沒有上下工序的配合,鋼板的板型控制就失去方向;比如由于基板的缺乏,生產(chǎn)節(jié)奏拉長,導(dǎo)致鋼板表面的活性下降,影吶鍍層和基板、鍍層和涂層表面結(jié)合力不佳。無論是鍍鋅還是彩涂,它的基板都不能放置太久。寶鋼從70年代末開工建設(shè)起,從日本引進了一貫質(zhì)量管理方法,它的基本思路就是輸入用戶需求,將寶鋼生產(chǎn)工藝、人員、設(shè)備、原料、研發(fā)、營銷等進行規(guī)范設(shè)計,從原料到成品的全過程進行管控,以質(zhì)量為中心兼顧效率、成本、交貨期的質(zhì)量管理方法,并借助PDCA方法持續(xù)改進質(zhì)量以滿足用戶日益提高的品質(zhì)要求。
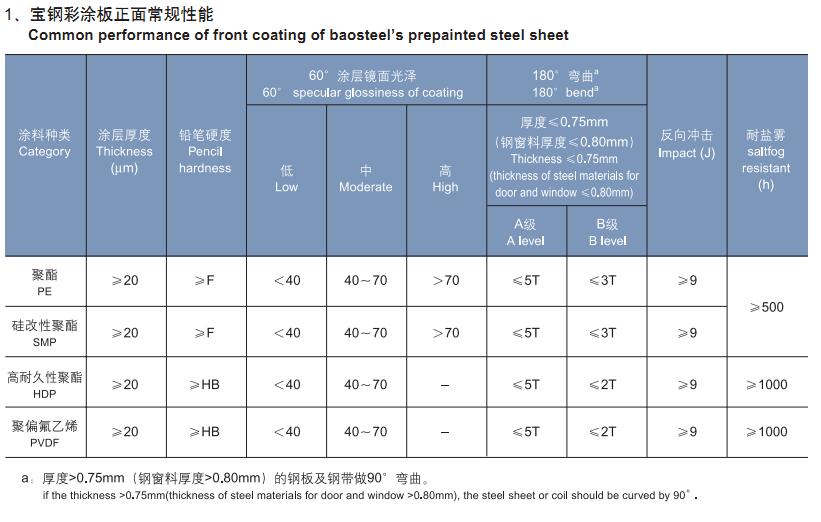
完備的檢測裝備,的檢測手段
寶鋼彩涂鋼板的性能要求很多,但由于用戶大多是鋼構(gòu)廠,用戶自身對彩涂鋼板的檢測手段比較缺乏,只能進行簡單的表面質(zhì)量、厚度、顏色及板型的目測,幾乎所有用戶都沒有辦法檢測材料的涂層種類(PE還是PVDF)。為保證彩涂產(chǎn)品的質(zhì)量穩(wěn)定,為下游用戶把好質(zhì)量關(guān)口,寶鋼配備了的質(zhì)量檢測設(shè)備,從材料的力學性能(屈服強度、抗拉強度等)、到鍍層性能(鍍層厚度、種類、附著力)以及用戶關(guān)注的涂層性能。光涂層性能方面,寶鋼就配置了國內(nèi)(甚至全球}齊的涂層性能檢測設(shè)備。它不僅包括了常規(guī)的涂層享度(四種方法}、光澤、色差、T彎、硬度、沖擊、抗溶劑性(MEK},還有非常規(guī)的甚至長期的耐久性試驗。具體有刻劃硬度、軸彎、杯突、劃格試驗,耐劃傷試驗,玻瑞化轉(zhuǎn)變試驗,耐溶劑試驗,干熱試驗,壓斑試驗,過烘烤試驗,耐污染試驗,耐化學品試驗,磨耗試驗,落沙試驗,擦系數(shù)檢測,大氣曝曬試驗,鹽冥試驗,耐濕試驗,潮濕S2試驗,氙燈老化試驗,紫外燈老化試驗。
寶鋼彩鋼卷,寶鋼彩涂板,寶鋼彩鋼板,寶鋼彩涂卷,寶鋼鍍鋁鋅彩涂板 TDC51D寶鋼板,寶鋼氟碳板,寶鋼鍍鋁鋅彩板
1989年寶鋼生產(chǎn)出卷彩鋼板,20多年來已經(jīng)生產(chǎn)出了600多萬噸彩涂板,廣泛應(yīng)用于國內(nèi)外各重點行業(yè)、重點工程。為了更好的跟蹤和了解寶鋼彩涂板的使用狀況,2011年我們對有條件的近百個工程進行了檢測,從現(xiàn)場拍攝的效果來看(部分工程拍攝時間早于2011年),目前這些工程使用情況非常良好,得到了廣大用戶的肯定。
寶鋼彩涂板基板,分為冷軋基板,熱鍍鋅基板,熱鍍鋅基板,鍍鉻基板
寶鋼彩涂板涂層,普通PE聚酯涂層,HDP高耐候涂層,PVDF氟碳(聚偏氟乙烯涂層)HPC自潔涂層,抗菌涂層,抗靜電涂層
寶鋼彩鋼卷牌號,TDC51D+Z TDC51D+AZ TDC52D+Z TDC52D+AZ TDC53D+Z TDC53D+AZ
寶鋼彩鋼板高強度牌號:TS250GD,TS280GD TS300GD TS320GD TS350GD TS450GD TS550GD
上海志辰實業(yè)有限公司
彩涂板彩涂卷
牌號命名方法
彩涂板的牌號由彩涂代號、基板特性代號和基板類型代號三個部分組成,其中基板特性代號和基板類型代號之間用加號“+”連接。
彩涂代號用“涂”字漢語拼音的個字母“T”表示。
基板特性代號
a) 冷成形用鋼
電鍍基板時由三個部分組成,其中部分為字母“D”,代表冷成形用鋼板;第二部分為字母“C”,代表軋制條件為冷軋;第三部分為兩位數(shù)字序號,即01、03和04。
熱鍍基板時由四個部分組成,其中和第二部分與電鍍基板相同,第三部分為兩位數(shù)字序號,即51、52、53和54;第四部分為字母“D”,代表熱鍍。
b) 結(jié)構(gòu)鋼
由四個部分組成,其中部分為字母“S”,代表結(jié)構(gòu)鋼;第二部分為3位數(shù)字,代表規(guī)定的小屈服強度(單位為MPa),即250、280、300、320、350、550;第三部分為字母“G”,代表熱處理;第四部分為字母“D”,代表熱鍍。
基板類型代號
“Z”代表熱鍍鋅基板、“ZF”代表熱鍍鋅鐵合金基板、“AZ”代表熱鍍鋁鋅合金基板、“ZA”代表熱鍍鋅鋁合金基板,“ZE” 代表電鍍鋅基板。
TDC51D+AZ:
T--彩涂代號用“涂”字漢語拼音的個字母
D--冷成形用鋼板
C--軋制條件為冷軋
51--兩位數(shù)字序號
D--熱鍍
AZ--熱鍍鋁鋅合金基板
冷軋卷
B210P1 : (抗凹陷性冷連軋鋼帶牌號命名方法)
B——寶鋼(BAOSTEEL)縮寫
210——小屈服點值
P——強化方式(P:強化;H:烘烤硬化)
1——由1或2表示(1:碳;2:低碳)
例:B210P1:深沖壓用高強度鋼;B250P2:一般加工用含磷高強度鋼;B180H1:深沖用烘烤硬化鋼
Q/BQB
409-1999 深沖用碳含P冷連軋鋼帶 B170P1, B210P1,B250P1 具有良好的沖壓性能同時有高的強度,對部件減薄有利,并具抗凹陷性能

上海志辰實業(yè)有限公司為上海大型鋼材銷售公司,公司主營,寶鋼彩鋼卷,寶鋼PE聚酯彩涂板,寶鋼熱鍍鋅彩鋼板,寶鋼黃石彩鋼板,寶鋼青山彩鋼板,鍍鋁鋅彩鋼板,氟碳彩涂板,高耐候彩鋼板, 張振興 微信同號
彩涂板是綠色環(huán)保建筑材料,如何正確選擇,合理使用,提高使用壽命是廣大和工程建設(shè)者關(guān)心的問題。寶鋼作為全流程生產(chǎn)的鋼廠,對彩涂板的生產(chǎn)與使用有豐富的經(jīng)驗,“科學選材”模塊為廣大用戶就彩涂板的選擇和使用作一個簡要的推薦和介紹
正確選擇彩涂板應(yīng)考慮建筑物所處的自然環(huán)境、使用環(huán)境、設(shè)計年限、結(jié)構(gòu)特點,來選擇與之相匹配的鋼種、規(guī)格、鍍層及涂層等。、工程及加工方考慮的是建筑物的安全性能(耐沖擊、抗震、防火、抗風壓、抗雪)、居住性能(防水、隔音、隔熱)、耐久性能(耐污染、耐久、外觀保持性)、經(jīng)濟性(成本低、易加工、易維護、易更換)等。對彩涂鋼板供應(yīng)廠商來說,這些性能作為鋼廠應(yīng)轉(zhuǎn)化為彩涂鋼板性能 ,并予以保證。彩涂鋼板的性能要求主要有材料的力學性能(抗拉強度、屈服強度、延伸率)、鍍層性能(鍍層種類、鍍層厚度和鍍層附著力)和涂層性能(涂料品種、顏色、光澤、耐久性能、加工性等)。其中抗風、抗沖擊、抗雪、抗震等都和材料的力學性能有關(guān),當然也和彩色壓型鋼板的波形、鋼板的厚度、跨度、檁距有關(guān),如果選擇合適的彩涂鋼板再配合適當?shù)膲盒弯摪逶O(shè)計,既能滿足建筑物的安全系數(shù)又能降低工程造價。而材料的耐久性、加工性能及外觀保持性則大部分由涂層和鍍層的耐久性決定。
輥壓成型是用彩涂板生產(chǎn)建筑屋頂板和墻面板常用的方式,輥壓成型機通過機架上一系列不同形狀的輥將鋼卷壓制成需要的形狀。彩涂鋼板根據(jù)鋼板的強度和延伸率、油漆特性、壓型機的型號和維護狀況不同而壓制成各種各樣的形狀。為了提高彩涂板現(xiàn)場使用性能,特別是鋼板變形區(qū)域,應(yīng)遵守如下使用指南:
采用大的彎心半徑設(shè)計。采用大的彎心半徑設(shè)計可以滿足建筑設(shè)計深的形狀要求。
輥壓設(shè)計滿足鋼板由中部向邊部變形。
輥壓設(shè)計與鋼板強度配合,例如:對高強度鋼板,同樣形狀的變形可能需要更多的變形道次。
復(fù)雜形狀應(yīng)選用低強度鋼板以留有更大的設(shè)計裕度。
維護輥壓設(shè)備使其具有合乎要求的水平度和垂直度以及充足的上下配合的旋轉(zhuǎn)輥間隙,避免擦傷涂層,避免清洗輥子時損傷面漆。
采用柔性的底漆和面漆系統(tǒng)彎曲時鋼板性能。
其他加工成型方式
雖然輥壓成型是為常用的彩涂板成型方式,但對于制作屋頂板和墻面板的場合,有可能需要壓邊或其他附件,有時也需要盡可能大的彎心半徑以提高彎折部分性能。在壓邊過程中避免涂層表面擦劃傷也非常重要,這時可以采取在壓模上敷聚亞安脂或硬塑料來避免。在壓制過程中應(yīng)保持合適的模具間隙。壓花是也彩涂板成型的一種,壓花過程需確保鍍層和涂層不被損壞,為了保證彩涂板耐久性不受影響,還需要足夠低的壓花銳度和深度。沖壓、開槽和穿孔是彩涂板的其他成型方式。對于這些成型方式,先前討論過的諸多影響因素如模具間隙、油漆柔性等對它們的影響也一樣重要。例如,沖壓方式用于生產(chǎn)鄉(xiāng)下使用的屋頂瓦楞板。
加工運輸
現(xiàn)場施工必須小心并具備以下意識以確保彩涂鋼板良好性能。搬運擦傷通常呈現(xiàn)為擦痕或背面漆顆粒黏附在彩涂鋼板表面上,缺陷起因為不良的搬運操作、油漆固化不充分和鋼板表面不規(guī)則。油漆固化程度、硬度和潤滑性影響擦傷缺陷。良好的輥壓潤滑,合適的背面漆將有助于減少擦傷缺陷。有時可以采用在鋼板表面敷上一層透明的、可剝離的膜以避免搬運擦傷。捆包廠內(nèi)吊裝也可能產(chǎn)生擦傷,為避免撓曲引起的擦傷,長捆包的吊裝設(shè)備應(yīng)能支撐捆包大部分長度。捆包必須縱橫向固定。汽車運輸時必須確保避免捆包同其他物件如結(jié)構(gòu)部件的直接接觸。在使用叉車搬運時,必須小心裝卸以確保捆包不致過分撓曲或引起鋼板擦傷。
涂板有利于配合或增添所需要的色彩。
(1)屋頂:彩涂板良好的外觀和優(yōu)異的性能喚醒了建筑設(shè)計師和屋主顯現(xiàn)屋頂?shù)呐d趣,屋頂再也不是僅僅滿足遮風擋雨的功能而需要具有設(shè)計特征。用彩涂板制作的屋頂系統(tǒng)可以增添其他建筑元素的色彩,可以獲得屋頂板板輻和接縫大范圍變化所帶來的效果。彩涂板建筑屋頂坡度較陡,典型值為3:12甚至更高,以利于快速排泄雨水。坡度小的屋頂不易看見,通常選用鍍鋁鋅光板,對于坡度小于1/4:12屋頂,采用鍍鋁鋅光板更加經(jīng)濟,事實經(jīng)過20年使用后仍保持優(yōu)異的性能。屋頂板通常不直接安放在屋檁上而放置在骨架上,骨架可以是木制或鋼制。在屋頂板和支架之間通常墊放30磅后的紙或類似材料。部分彩涂板屋頂設(shè)計成屋頂結(jié)構(gòu)直接接觸的形式。屋頂板通常為扁平形狀,10~24英尺寬。可以采用細小的縱向肋條提高強度和成型。使用穿透鋼板緊固件或是隱蔽的夾件將鋼板固定在骨架上。屋頂板疊放或縱向焊合在一起。焊接方式分為撐條(batten)式和咬合(snap-together)式,撐條式又可細分為傳統(tǒng)的箱式、帽式和整體式。焊縫典型高度約3/4~2英寸。經(jīng)咬合及傳統(tǒng)箱式方法焊接的屋頂板采用隱蔽的夾件或固定在焊縫上的鐵角緊固在骨架上,整體式焊接的屋頂板通過鐵箍或隱蔽的緊固件固定在骨架上。活動的鐵箍和鐵角設(shè)計可以防止屋頂板熱脹冷縮。
(2)墻面:建筑面板生產(chǎn)廠商能夠大范圍提供不同形狀彩涂墻面板,寬大正面的所有區(qū)域的墻面板外觀和所需的建筑效果能夠完全一致。高質(zhì)量的彩涂板可以確保整個項目的鋼板色彩和外觀保持一致。同樣,由于使用一樣的材料可以大限度減少連接和轉(zhuǎn)接技術(shù)問題,所以,對整體設(shè)計效果有關(guān)鍵影響的部件(trimwork,stops,copings)等可以采用大面積外覆件同樣的材料、色彩和處理。
維護
服役期間的維護可以延長彩涂板使用壽命。雖然工廠預(yù)涂油漆的建筑面板壽命比平常油漆的面板長很多年,它們?nèi)孕鑿氐走M行清洗,在有雨水自動清洗的地方,如屋頂板,不需要進行維護。清洗可以清除積存的腐蝕物,保持建筑物美好外觀而無需進行油漆,需要清洗的地方包括支架、滴水檐下側(cè)板、倉庫門板、滴水檐板背面溝槽等。
(1)清洗:通常,用干凈的水能夠清除鋼板表面積存的大多數(shù)灰塵和殘留物。理論上,至少每六個月需要清掃一次,在鹽霧較多的海岸及工業(yè)粉塵較重的地方,清掃應(yīng)更頻繁。對沖洗不掉的頑漬,可采用如下方法使用弱的洗潔劑,或家用氨劑清洗。無論什么情況,在大面積清洗之前,先擦洗一不顯眼的小塊測試。取一匙“汰漬”洗衣粉(或其他洗滌劑,磷酸鹽含量小于0.5%)溶于5加侖的熱水中;或取一杯家用氨溶于5加侖室溫水中,不要將氨和任何漂白劑混合使用;不要私自將洗滌劑和漂白劑混合,如果要求進行洗滌和漂白,使用含漂白劑的洗滌劑。使用上述任一種洗滌劑,用浸透了的軟布、海綿、軟毛刷或低壓噴頭由上至下清洗鋼板表面,避免擦拭條痕、避免產(chǎn)生光亮點。建議不要采用去污粉或工業(yè)洗滌劑,因為它們將損害油漆。水溶性洗滌劑如“奧妙”非常有效,可以使用。如果出現(xiàn)和長霉,上述方法無法去除,推薦使用含漂白劑的洗滌劑,如含漂白劑的“汰漬”。洗滌后的鋼板表面需徹底清除洗滌劑殘留。
(2)補漆:如果在安裝和使用過程中出現(xiàn)擦劃傷,可能需要對缺陷部分進行補漆。補漆不當或過多可能損壞整個表面。6英尺處看上去不顯眼的擦劃傷好不要進行修補,因為正常風蝕能將其掩蓋。補漆只需對油漆脫落部分進行修補,補漆前,對需要進行修補的部位需用酒精清除污物、石蠟及其他污穢。建議不使用噴補漆對大面積區(qū)域進行修補,因為噴補漆風干不如工廠預(yù)涂漆。與建筑板生產(chǎn)廠商或涂料供應(yīng)商索取適合的噴補系統(tǒng)。不推薦使用氣溶膠或噴霧修補擦劃傷缺陷。佳的修補工具為高質(zhì)量的、1/2英寸或稍小一點的畫畫刷。如果按上述方法進行維護,彩涂板將長時間保持其原有本色。
http://m.yau.net.cn




