材質(zhì)TDC51D+Z
牌號TDC51D+AZ
包裝鐵皮精包裝
涂層結(jié)構(gòu)兩涂兩烘
鍍鋁鋅含量150克每平方
鍍鋅含量280克
DJH涂層厚度檢測儀
人工加速老化儀:是涂膜耐候性能檢測的常用設(shè)備,它是通過在實(shí)驗(yàn)室內(nèi)模擬自然環(huán)境進(jìn)行各種類型氣候的涂膜老化試驗(yàn),并給予一定的催化因素,從而克服天然暴曬試驗(yàn)所需時間長的不足
紫外線是涂膜老化中的一個很重要的因素,大氣中的溫度、濕度和氧氣的含量也對涂膜的老化起著重要的影響。人工加速老化試驗(yàn)就是利用一定的設(shè)備人工老化儀,通過改變光源的種類、強(qiáng)弱,以及各種類型氣候的溫度、濕度、含氧量的變化等因素的控制,測試在人造氣候的環(huán)境下,各種涂膜的老化程度及變化狀況,從而判斷相應(yīng)漆膜的耐老化能力。
電鍍鋅基板
耐蝕性良好,鋅層薄,加工性能好。適用于制作家電、鋼窗或室內(nèi)隔墻等

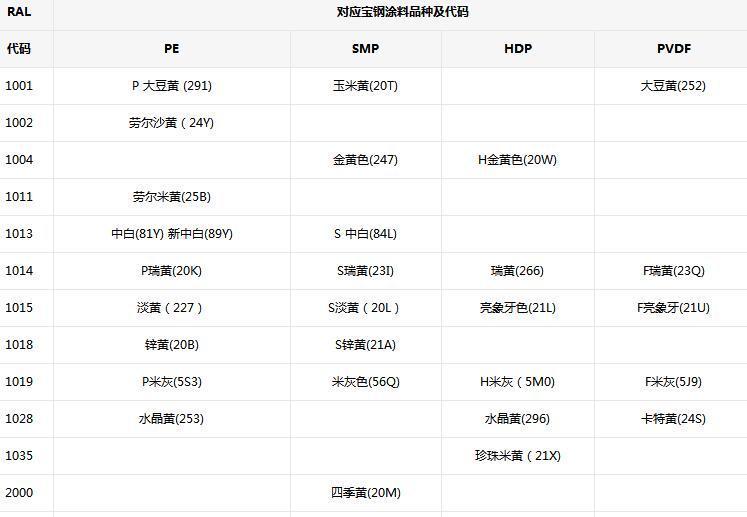
寶鋼彩鋼板涂層光澤度選擇
光澤度高低不屬于涂層性能指標(biāo),和顏色一樣,它只是一個表征,事實(shí)上,涂料(涂層)比較容易做到高光澤。但是,高光澤表面刺眼白天對陽光的高反射率會引起光污染(很多現(xiàn)在不采用玻璃幕墻就是因?yàn)楣馕廴?,另外,高光澤表面摩擦系數(shù)小,容易打滑,在量頂施工時,容易帶來安全隱患。彩涂鋼板在室外使用時的老化先表示的就是失光,若需維修時,新舊鋼板之間易分辨,造成外觀不良,背面漆若是高光澤則室內(nèi)有燈光時易產(chǎn)生光墾而造員視覺疲勞。因此,正常情況下建筑用彩涂鋼板都采用中低光澤度30-40度)。
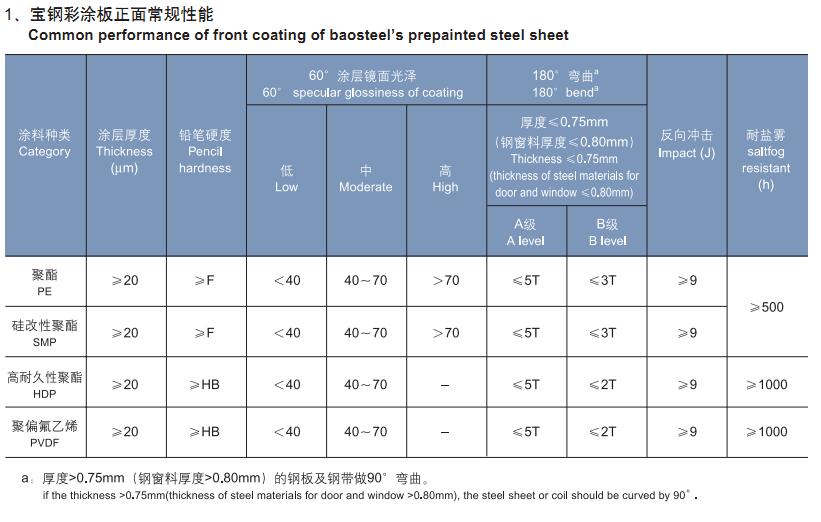
涂層厚度的選擇
從微觀上講,涂層是多空的組織。空氣中的水、腐蝕介質(zhì)(氯離子等)就會通過涂層的薄弱部分侵入,進(jìn)成膜下腐蝕,進(jìn)而涂層起泡并剝落。另外,即使同樣涂層厚度,二次涂層要比一次涂層致密。根據(jù)國外報(bào)道和相關(guān)腐蝕試驗(yàn)結(jié)果,正面涂層20um以上才能有效的防止腐蝕介質(zhì)的侵由于底漆和面漆的防腐蝕機(jī)理不同,不僅要規(guī)定總膜厚,還有分別要求底漆(≥5um)和面漆(≥15um)的厚度,只有這樣,才能保證彩涂鋼板不同部位的耐蝕性是均衡的。

彩涂工藝流程
常見生產(chǎn)工藝流程如下圖:
核心涂裝工藝
涂裝: 涂層厚度控制是彩涂板生產(chǎn)過程中關(guān)鍵參數(shù)。涂層厚度控制有兩種控制方法一:一種是采用壓力傳感器,一種采用磁尺控制。
我們采用的是磁尺+壓力傳感器技術(shù),在提料輥、計(jì)量輥和涂覆輥之間采用磁尺控制,在涂覆輥和帶鋼之間采用壓力傳感器控制。各輥之間的位置值和涂覆輥與帶鋼之間的壓力值顯示在操作屏上,厚度控制在±1μ以內(nèi)。
輥涂是在輥(輥筒)上形成一定厚度的濕涂層,隨后將這濕涂層的部分或全部轉(zhuǎn)移到被涂物上的涂裝方法。它適用于平板或帶材涂層的生產(chǎn),其特點(diǎn)是:速度快、生產(chǎn)效率高。
http://m.yau.net.cn