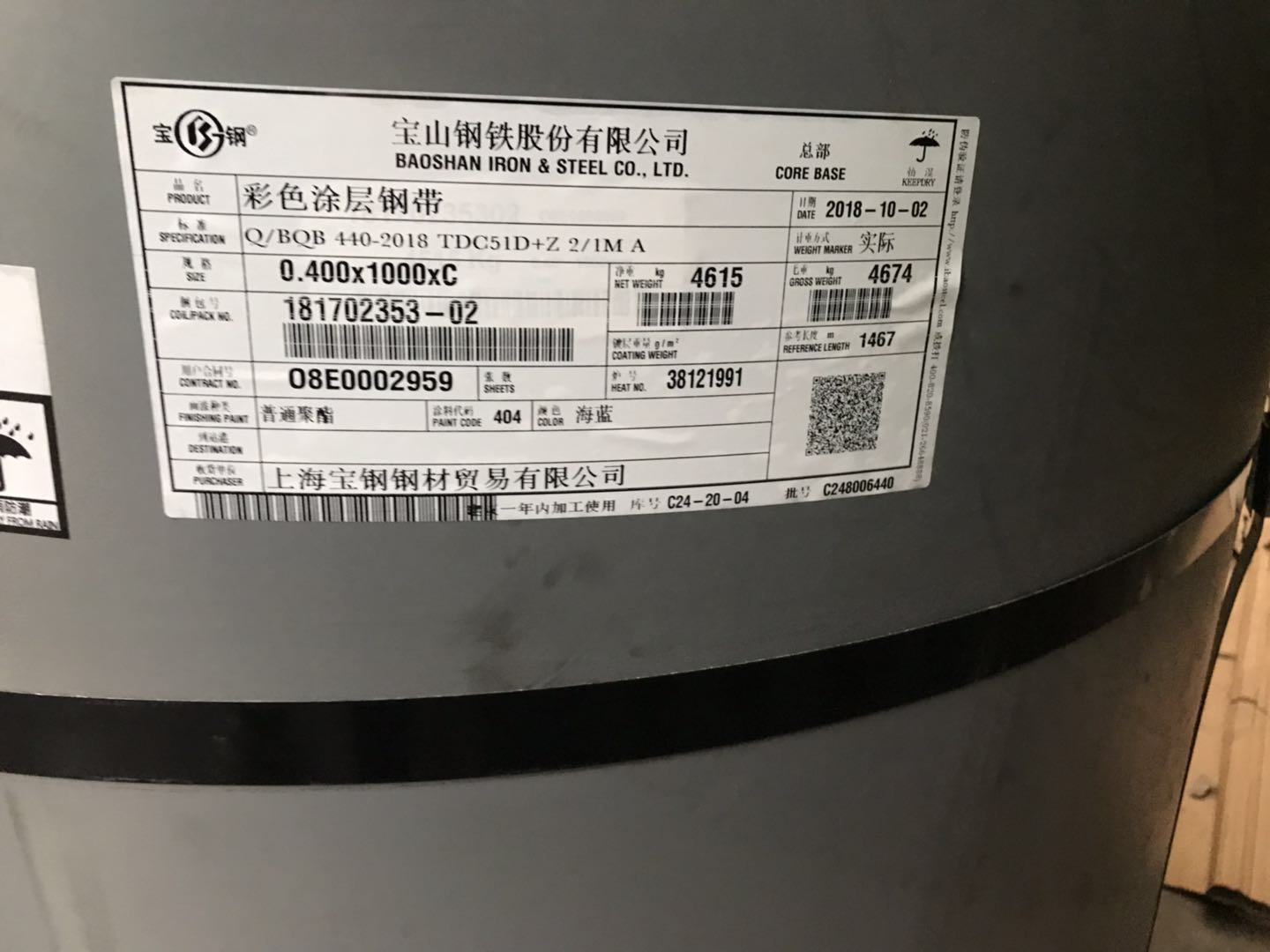
材質(zhì)TDC51D+Z
牌號TDC51D+AZ
包裝鐵皮精包裝
涂層結(jié)構(gòu)兩涂兩烘
鍍鋁鋅含量150克每平方
鍍鋅含量280克
QUV老化儀
色差檢測:彩涂板的色差測定原理是通過測定參照樣和試樣的光譜三值,即可定量測定出試樣與參照樣的顏色差異。色差儀通常采用的幾何結(jié)構(gòu)分為定向型和積分球型兩種。

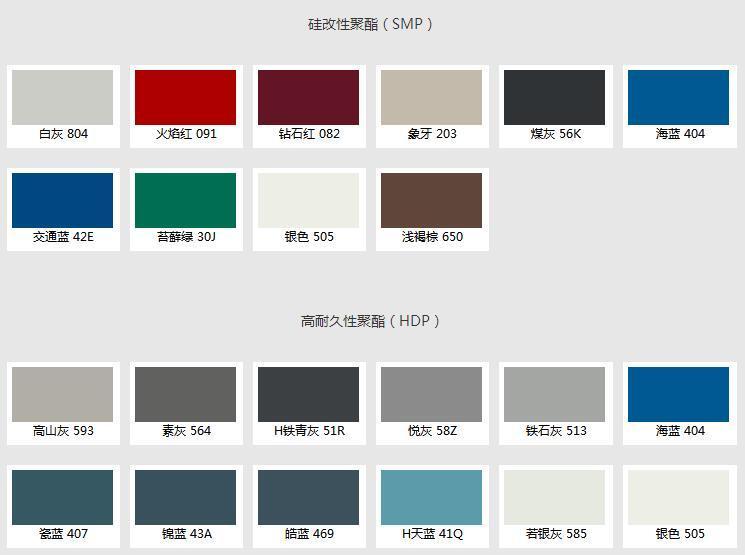
鍍鋁鋅,彩涂卷,寶鋼彩鋼板,寶鋼總廠彩涂卷,寶鋼黃石彩鋼板,閩臺燁輝彩鋼卷,澳洲博思格彩涂板,馬鋼彩鋼卷,氟碳彩涂板,高耐候彩鋼板,硅改性彩鋼卷,自清潔彩鋼板,鍍鋁鋅彩涂板,PVDF彩涂板,HDP彩鋼板,SMP彩涂卷,HPC彩鋼板,高耐久性彩鋼板
代理商上海志辰實業(yè)有限公司
涂層鋼板的定義及涂層目
在寶鋼企業(yè)標(biāo)準(zhǔn) BQB440—99 中對涂層鋼板(帶)給出了明確的定義:
彩色涂層鋼板、鋼帶是指金屬基材經(jīng)過彩色輥涂機(jī)組后,在表面涂敷上一層或多層有機(jī)涂料而成的復(fù)合材料。
涂層的目的就是以各種方法在物體表面上涂上涂料,形成干燥保護(hù)膜,使其具有耐大氣等腐蝕、耐污染等性能以保護(hù)基體,同時賦予色彩、光澤、花紋、平滑、立體感、接觸感好等優(yōu)點,使物體美觀。
另外,在情況下,還有以電器絕緣、防火、、防蟲、粘合、標(biāo)識、色彩調(diào)節(jié)、溫度指示等為目的而生產(chǎn)的。
彩涂工藝流程
常見生產(chǎn)工藝流程如下圖:
核心涂裝工藝
涂裝: 涂層厚度控制是彩涂板生產(chǎn)過程中關(guān)鍵參數(shù)。涂層厚度控制有兩種控制方法一:一種是采用壓力傳感器,一種采用磁尺控制。
我們采用的是磁尺+壓力傳感器技術(shù),在提料輥、計量輥和涂覆輥之間采用磁尺控制,在涂覆輥和帶鋼之間采用壓力傳感器控制。各輥之間的位置值和涂覆輥與帶鋼之間的壓力值顯示在操作屏上,厚度控制在±1μ以內(nèi)。
輥涂是在輥(輥筒)上形成一定厚度的濕涂層,隨后將這濕涂層的部分或全部轉(zhuǎn)移到被涂物上的涂裝方法。它適用于平板或帶材涂層的生產(chǎn),其特點是:速度快、生產(chǎn)效率高。
兩 輥 逆 向 涂 裝
在二輥涂敷過程中,帶料輥入漆盤中吸附著涂料,直接轉(zhuǎn)移到涂敷輥上(通過帶料輥與涂敷輥的擠壓,使涂料變平,然后出涂敷輥將涂料涂到帶鋼上。
三 輥 逆 向 涂 裝
在三輥涂敷時,帶料輥從漆盤吸附上涂料后,通過逆向慢速轉(zhuǎn)動的計量輥的作用、使帶料輥上的涂料整平后,再轉(zhuǎn)移到涂敷輥上,后涂到逆向轉(zhuǎn)動的帶鋼上。
這種輥涂方式特別適于涂粘度大涂膜厚的涂料,因為這時可通過計量輥的作用使涂料整平并控制厚度。在涂敷粘度大流平性不好的涂料(如塑料溶膠)時。采用逆涂三輥方式可得到平整的涂層面。
涂層結(jié)構(gòu)
產(chǎn)品質(zhì)量檢驗設(shè)備及質(zhì)量檢驗內(nèi)容
鹽霧試驗:彩涂鋼板的鹽霧試驗是通過的鹽霧試驗箱進(jìn)行,鹽霧試驗箱模擬大氣自然環(huán)境,為試件提供鹽霧腐蝕所規(guī)定溫度范圍、鹽霧沉降量和試驗周期的加速腐蝕環(huán)境,檢查試樣的破壞現(xiàn)象,包括起泡、生銹、附著力下降和由劃痕處腐蝕的蔓延等,并按GB/T 1766-1995標(biāo)準(zhǔn)規(guī)定,以0、1、2、3、4、5六個等級評定其破壞程度。
鹽霧箱
涂層厚度檢測:彩涂板涂層厚度是彩涂板成品檢測中的重要指標(biāo),它直接影響彩涂板其它各項性能,其準(zhǔn)確與否不僅影響彩涂板的質(zhì)量,而且也影響生產(chǎn)成本。
實驗方法執(zhí)行標(biāo)準(zhǔn)為GB/T12754-2006彩色涂層鋼板及鋼帶和GB/T13448-2006彩色涂層鋼板及鋼帶的試驗方法。GB/T13448-2006中規(guī)定的4種彩涂板涂層厚度的檢測方法為磁性測厚儀法、千分尺法、鉆孔破壞式顯微鏡法和金相顯微鏡法。
DJH涂層厚度檢測儀
人工加速老化儀:是涂膜耐候性能檢測的常用設(shè)備,它是通過在實驗室內(nèi)模擬自然環(huán)境進(jìn)行各種類型氣候的涂膜老化試驗,并給予一定的催化因素,從而克服天然暴曬試驗所需時間長的不足
紫外線是涂膜老化中的一個很重要的因素,大氣中的溫度、濕度和氧氣的含量也對涂膜的老化起著重要的影響。人工加速老化試驗就是利用一定的設(shè)備人工老化儀,通過改變光源的種類、強(qiáng)弱,以及各種類型氣候的溫度、濕度、含氧量的變化等因素的控制,測試在人造氣候的環(huán)境下,各種涂膜的老化程度及變化狀況,從而判斷相應(yīng)漆膜的耐老化能力。
QUV老化儀
色差檢測:彩涂板的色差測定原理是通過測定參照樣和試樣的光譜三值,即可定量測定出試樣與參照樣的顏色差異。色差儀通常采用的幾何結(jié)構(gòu)分為定向型和積分球型兩種。
Hunter lab色差儀
物性試驗檢測項目:MEK耐溶劑擦拭試驗、T彎、鉛筆硬度、刮擦、沖擊試
產(chǎn)品外觀檢查內(nèi)容:形象缺陷、表面缺陷、痕跡缺陷、邊部缺陷、鍍金缺陷、尺寸缺陷、涂裝缺陷、不均勻缺陷、污染性缺陷、涂膜凹凸缺陷、過程缺陷、涂膜表面缺陷、物性缺陷
彩圖板常見缺陷

■全流程的生產(chǎn)質(zhì)量控制管理
全流程(煉鋼——彩涂)的制造過程對終產(chǎn)品的性能至關(guān)重要。比如力學(xué)性能控制,由于對基板化學(xué)成分不受控,因此,彩涂生產(chǎn)廠熱鍍鋅機(jī)組的退火溫度控制就沒有針對性,導(dǎo)致力學(xué)性能隨基板不同而不穩(wěn)定,比如由于沒有上下工序的配合,鋼板的板型控制就失去方向;比如由于基板的缺乏,生產(chǎn)節(jié)奏拉長,導(dǎo)致鋼板表面的活性下降,影吶鍍層和基板、鍍層和涂層表面結(jié)合力不佳。無論是鍍鋅還是彩涂,它的基板都不能放置太久。寶鋼從70年代末開工建設(shè)起,從日本引進(jìn)了一貫質(zhì)量管理方法,它的基本思路就是輸入用戶需求,將寶鋼生產(chǎn)工藝、人員、設(shè)備、原料、研發(fā)、營銷等進(jìn)行規(guī)范設(shè)計,從原料到成品的全過程進(jìn)行管控,以質(zhì)量為中心兼顧效率、成本、交貨期的質(zhì)量管理方法,并借助PDCA方法持續(xù)改進(jìn)質(zhì)量以滿足用戶日益提高的品質(zhì)要求。
完備的檢測裝備,的檢測手段
寶鋼彩涂鋼板的性能要求很多,但由于用戶大多是鋼構(gòu)廠,用戶自身對彩涂鋼板的檢測手段比較缺乏,只能進(jìn)行簡單的表面質(zhì)量、厚度、顏色及板型的目測,幾乎所有用戶都沒有辦法檢測材料的涂層種類(PE還是PVDF)。為保證彩涂產(chǎn)品的質(zhì)量穩(wěn)定,為下游用戶把好質(zhì)量關(guān)口,寶鋼配備了的質(zhì)量檢測設(shè)備,從材料的力學(xué)性能(屈服強(qiáng)度、抗拉強(qiáng)度等)、到鍍層性能(鍍層厚度、種類、附著力)以及用戶關(guān)注的涂層性能。光涂層性能方面,寶鋼就配置了國內(nèi)(甚至全球}齊的涂層性能檢測設(shè)備。它不僅包括了常規(guī)的涂層享度(四種方法}、光澤、色差、T彎、硬度、沖擊、抗溶劑性(MEK},還有非常規(guī)的甚至長期的耐久性試驗。具體有刻劃硬度、軸彎、杯突、劃格試驗,耐劃傷試驗,玻瑞化轉(zhuǎn)變試驗,耐溶劑試驗,干熱試驗,壓斑試驗,過烘烤試驗,耐污染試驗,耐化學(xué)品試驗,磨耗試驗,落沙試驗,擦系數(shù)檢測,大氣曝曬試驗,鹽冥試驗,耐濕試驗,潮濕S2試驗,氙燈老化試驗,紫外燈老化試驗。

彩鋼卷基本概念又叫彩色鋼卷,采用復(fù)合技術(shù)將鋼材與色澤鮮艷豐富的腹膜高度融合成一體,兼?zhèn)涠喾N材料的良好性能,極大地提高材料的化學(xué)穩(wěn)定性,具有更有效的防銹和防腐性能。彩鋼不僅具備鋼材在柔韌性、可塑性、耐壓、耐磨、散熱及抗高溫方面的品質(zhì),同時在色澤、光潔度、手感等方面也非常突出。值得一提的是,彩鋼生產(chǎn)使用的所有原料均為無污染無公害環(huán)保材料,且生產(chǎn)過程完全絕塵,無論是生產(chǎn)還是后期的使用都具備極高的環(huán)保特性。
彩鋼卷彩鋼分類
彩鋼材料共分為五類:包裝類、家電類、建材類、光學(xué)材料及裝飾材料。其中以家電類彩鋼材料工藝好精細(xì),生產(chǎn)要求高。
彩鋼卷彩鋼存在的問題
1.盡管目前用量大的建材用熱鍍鋅基板產(chǎn)能很大,但缺少無鋅花平整熱鍍鋅鋼卷及鋅合金鍍層鋼卷等良好的基板;
2.國產(chǎn)涂料品種、質(zhì)量不能完全滿足需求,涂料的高價格降低了競爭力,貼膜彩色板所需塑膠膜尚需依賴,缺少涂層厚、功能性、高強(qiáng)度、花色豐富的彩涂板;
3.產(chǎn)品不夠規(guī)范,造成嚴(yán)重浪費,產(chǎn)能4萬噸/年以下的低產(chǎn)能機(jī)組過多,在產(chǎn)品質(zhì)量和環(huán)境保護(hù)方面都存在問題;
4.全國彩涂機(jī)組過多,遠(yuǎn)超過市場需求,致使許多彩涂機(jī)組開工率很低,甚至停產(chǎn)。
http://m.yau.net.cn