材質TDC51D+Z
牌號TDC51D+AZ
包裝鐵皮精包裝
涂層結構兩涂兩烘
鍍鋁鋅含量150克每平方
鍍鋅含量280克
高強鋼是寶鋼彩涂產品的發展趨勢之一,目前國外使用比較多的是屈服強度為350等級的彩涂鋼板。生產這類強度的鋼板通常有兩種工藝,一是采用碳錳鋼,在煉鋼時采用CMn等強化元素,并利用強大的熱軋、冷軋軋制力來生產相對較薄的高強彩涂鋼板,像寶鋼等國內外全流程鋼廠(礦石到成品}都采用這樣的生產工藝。另一種方法就是通過低熱鍍鋅機組的退火溫度,使材料沒有完全退火,還部分保留軋硬態來提高強度,目前國內多數鍍鋅及彩涂廠是采用這個工藝,因為他們沒有煉鋼工序,在市場上購買軋硬卷或熱軋板也沒有相應的高強鋼種。但這樣做的話會帶來三方面的危害·由于降低退火溫度,加之帶鋼板寬方面的溫度不均,這時退火溫度位于鋼板的再結晶臨界溫度附近,這樣就導致鋼板寬度方向帶鋼強度嚴重不均,加工后板型很難得到保證。·降低退火溫度必然導致清洗效果不佳,因為表面的細微氧化是需要高溫下在還原氣體中進行還原的,這樣,對熱鍍鋅的鍍層附著力會產生不利的影響。·降低退火溫度,屈服強度提高了,但抗拉強度不會相應增加,這就導致了材料的屈強比,屈強比對材料的加工成型性、抗震、防火都有相當大的影響。比如,用降低退火溫度的辦法生產的高強鋼,在火災時,強度大幅下陷,嚴重影響建筑物的抗火等級。
什么是寶鋼彩涂鋼板重要的性能
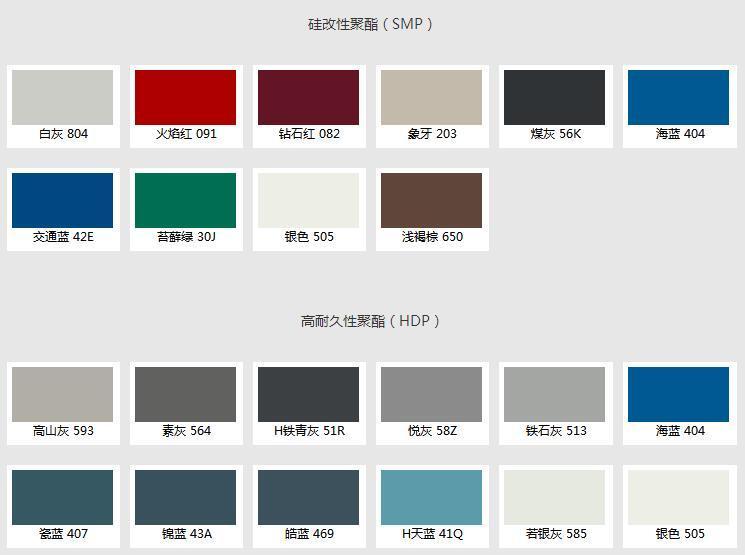
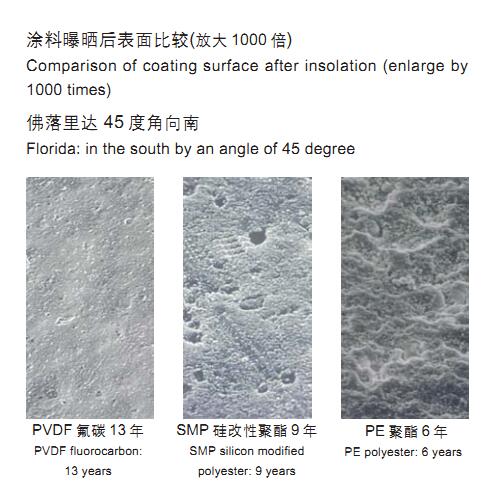
市場上大多數人認為彩涂鋼板的完整描述就兩個:一是厚度,二是顏色,如0.5mm白灰等,其他好象都不重要。實際上,完整表達一個彩涂產品應該從5個大方面來描述基板力學性能(屈服強度、抗拉強度、延伸率),鍍層性能(鍍層種類、鍍層附著力、鍍層重量),涂層性能(膜厚、T彎、沖擊、鉛筆硬度、抗粉化性、耐鹽霧性、耐久性能等),表面質量(缺陷、光澤、顏色、涂層細度等),其他性能(板型、尺寸精度、公差等)。不同的人群(建筑設計師、、加工商等)對此的認識是不一樣的。從彩涂鋼板的生產和使用角度來看,彩涂鋼板重要的性能是其耐久性!(長時間不粉化、不變顏色、不生銹的性能)
綠色產品、綠色制造
寶鋼彩色涂層鋼板早、使用量大的就是在建筑領域(目前全世界建筑用彩涂的比例約75%左右,中國則90%以上)。在建筑市場中也從初的百葉窗到現在的室外裝飾幕墻。隨著鋼板和涂料技術的進步,彩涂鋼板在建筑上的運用范圍也越來越廣,但由于彩涂鋼板主要是薄板,主要運用在建筑圍護領域,一般不作為結構件,但采用高強度厚規格的大跨度拱型板則也充當了結構件的角色。
■
彩涂工藝流程
常見生產工藝流程如下圖:
核心涂裝工藝
涂裝: 涂層厚度控制是彩涂板生產過程中關鍵參數。涂層厚度控制有兩種控制方法一:一種是采用壓力傳感器,一種采用磁尺控制。
我們采用的是磁尺+壓力傳感器技術,在提料輥、計量輥和涂覆輥之間采用磁尺控制,在涂覆輥和帶鋼之間采用壓力傳感器控制。各輥之間的位置值和涂覆輥與帶鋼之間的壓力值顯示在操作屏上,厚度控制在±1μ以內。
輥涂是在輥(輥筒)上形成一定厚度的濕涂層,隨后將這濕涂層的部分或全部轉移到被涂物上的涂裝方法。它適用于平板或帶材涂層的生產,其特點是:速度快、生產效率高。
鋼鐵廠直接生產涂層鋼板的優點
1.簡化成形加工生產用戶從生產廠購買涂層鋼板直接進行成形加工經檢查后即可組裝出成形產品.從而省去了為防止鋼板腐蝕而進行的一系列防腐工序,顯著節省人力和投資。
2.產量大作業線速度高(30 一 240m/min),低速作業線生產能力一般是 3—6 萬噸/年,較高速作業線生產能力可達 10—15 萬噸/年。大的作業線生產能力可達 20 一 30 萬噸/年,寶鋼冷軋部彩涂機組生產設計能力達 22.7 萬噸/年。
3.質量均一在化連續生產中涂料和涂層質量得到了保證,在連續式涂層機組中原料投入生產前,在生產過程中及成品后均處于嚴格的質量檢查和控制之下。另外,帶鋼連續輥涂也是獲得質量均一的依賴條件之一。
4.降低成本節省勞力是大幅度降低成本的重要因素。另外,通過提高生產能力降低除人工費用以外的固定費用,節省燃料、電力等能源減少涂料損失等等,都是降低成本的重要因素。
另外,還有環境污染易解決等優點。
寶鋼彩鋼卷一級經營商,上海志辰實業有限公司代理:寶鋼彩鋼板,閩臺燁輝彩涂板,寶鋼青山彩鋼卷,寶鋼黃石彩涂板,氟碳彩鋼板,PVDF彩涂卷,HDP高耐候彩鋼板,PE聚酯彩涂板,張振興
安裝彩涂板表面決不允許金屬銼屑、鉆屑、切屑和其他金屬物件如鉚釘和緊固件等殘留,因為金屬殘留物受侵蝕后將引起銹斑。這些殘留物一經發現,需立即從屋頂掃除,或至少在每天施工結束后進行清掃。避免在上面行走以避免破壞漆膜。在嚴格要求的場合,建筑物安裝2周內需進行檢查,以去除可能生銹的殘留物質。此時清除殘留物將有助于屋頂外觀保持長久。
剝離膜
部分彩涂板表面敷上一層設計的透明有機薄膜。有機薄膜可以保護彩板涂層在儲運過程中發生擦劃傷,但在安裝結束后需立即剝除。太陽光照射將增強有機膜和彩板表面的黏附作用,因此,現場放置彩涂板時需要覆蓋以避免陽光直射。
切割
應盡可能使用切邊板而避免在工地現場進行切割。如果需要進行切割,可以使用直剪、弧形剪、鋸切機和手工剪等切割工具。所有在工地進行的切割工作都不得損壞鋼板涂層或鍍層并保持切邊良好。剪刃必須保持鋒利以減小毛刺,剪切時,先保持鋼板表面朝上,使得產生的毛刺在鋼板背面。不得在其他彩涂板表面上進行切割加工,如果需要進行動力切割或鉆孔,鉆孔周圍和切口附近應覆上膠帶或破布以防止熱屑灼傷涂層。應避免采用砂輪切割、鋼鋸或火焰切割等工具進行切割損害鋼板鍍層和涂層。
輔材匹配
銅、鉛、石墨和未保護的鋼板不得和彩涂板直接接觸使用,應避免銅板流失物到鋼板上。彩涂板不得和濕的或風化處理的木材以及濕的水泥直接接觸使用。理由如下:木材含有的水分,風化處理的腐蝕性化學物質將縮短彩板的壽命,經化學處理的木材流失物引起腐蝕,濕的水泥堿度高能與鋼板涂層反應。
夾芯板
由于電化學反應,鉛和銅的夾芯板將加速鍍鋁鋅鋼板的腐蝕。鉛不能和鍍鋁鋅鋼板作夾芯板使用,銅不能與鍍鋁鋅和鍍鋅板作夾芯板使用。夾芯板推薦材料為鍍鋁鋅基板、鍍鋁鋅彩板和鋁板。由于鍍鋅板壽命較短,不應和鍍鋁鋅彩板作夾芯板使用。無碳橡膠和鋁廠生產的屋頂板-穿透性夾芯板材料,如排風管,可以和鍍鋁鋅鋼板作夾芯板。
儲運
在儲運過程中不采取簡單而基本的預防措施可能導致鋼板損傷、延誤和經濟損失。在捆包重心線上進行起吊。采用起重機起吊時,使用尼龍帶和擴展橫木,不能使用鋼絲繩。使用叉車裝卸時,調整叉距必須大于5英尺。如果鋼板超過10英尺,需要2人或多人抬起一邊以避免下垂。在運輸和安裝過程中采取下述措施以避免損壞彩涂板在運輸過程中保持鋼板干燥。在搬運和安裝鋼板過程中需佩戴干燥的干凈手套。不能在粗糙表面和鋼板表面上拖拉鋼板。鋼板應離開地面安放在墊木上,傾斜一定角度避免積水,并罩上防雨布。濕的捆包應迅速隔離,用干凈紗布擦拭后,在通風處堆放直至完全干燥。
回填和地基
盡量避免在鍍鋁鋅板側回填土壤,必須回填時,鋼板表面和回填土壤之間用隔離膜分開。理想狀態下,在混凝土地基上安裝鍍鋁鋅彩涂鋼板時需加上一層固定墊板,并防止鍍鋁鋅鋼板側邊和墊板直接接觸。固定墊板應傾斜一定角度避免積水和避免向鍍鋁鋅鋼板切邊處排水。
絕緣
http://m.yau.net.cn