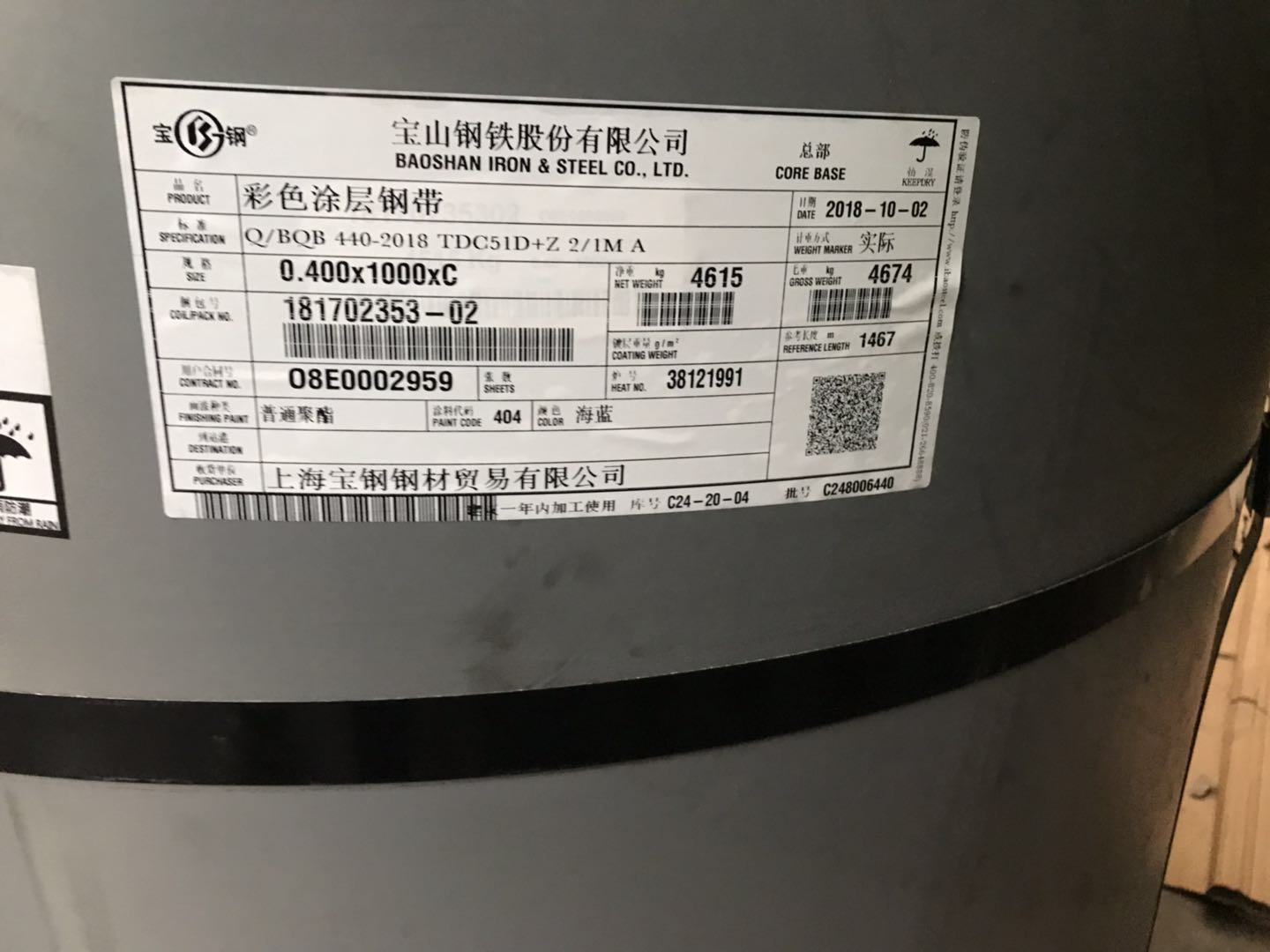
材質TDC51D+Z
牌號TDC51D+AZ
包裝鐵皮精包裝
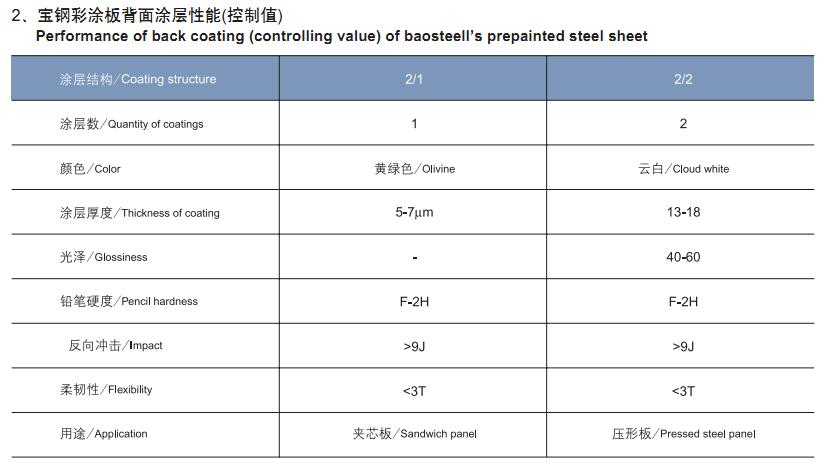
涂層結構兩涂兩烘
鍍鋁鋅含量150克每平方
鍍鋅含量280克
在二輥涂敷過程中,帶料輥入漆盤中吸附著涂料,直接轉移到涂敷輥上(通過帶料輥與涂敷輥的擠壓,使涂料變平,然后出涂敷輥將涂料涂到帶鋼上。
產品質量檢驗設備及質量檢驗內容
鹽霧試驗:彩涂鋼板的鹽霧試驗是通過的鹽霧試驗箱進行,鹽霧試驗箱模擬大氣自然環境,為試件提供鹽霧腐蝕所規定溫度范圍、鹽霧沉降量和試驗周期的加速腐蝕環境,檢查試樣的破壞現象,包括起泡、生銹、附著力下降和由劃痕處腐蝕的蔓延等,并按GB/T 1766-1995標準規定,以0、1、2、3、4、5六個等級評定其破壞程度。

寶鋼彩涂板—制造過程更綠色
預處理:內部供料,所供基板不涂油,減少了脫脂液和防銹油的消耗以及相關廢水處理的壓力。工廠化統一處理鈍化廢水,提高了處理效率及可能的泄漏風險。輥涂預處理(D|P)的使用,徹底杜絕了廢水。涂料及涂層:密封涂層室負壓,減少溶劑外泄,防火地坪,溶劑收集并焚燒。采用環保涂料、水性涂料、不采用、作為稀釋劑。烘烤固化:所揮發的溶劑全回收,回收的溶劑全部進行高溫焚燒,焚燒產生的熱量用于補充熱風加熱。其他:開卷及轡取部位產生的切頭切尾、捆帶等金屬材料全部作為廢鋼回爐煉鋼。
■全流程的生產質量控制管理
全流程(煉鋼——彩涂)的制造過程對終產品的性能至關重要。比如力學性能控制,由于對基板化學成分不受控,因此,彩涂生產廠熱鍍鋅機組的退火溫度控制就沒有針對性,導致力學性能隨基板不同而不穩定,比如由于沒有上下工序的配合,鋼板的板型控制就失去方向;比如由于基板的缺乏,生產節奏拉長,導致鋼板表面的活性下降,影吶鍍層和基板、鍍層和涂層表面結合力不佳。無論是鍍鋅還是彩涂,它的基板都不能放置太久。寶鋼從70年代末開工建設起,從日本引進了一貫質量管理方法,它的基本思路就是輸入用戶需求,將寶鋼生產工藝、人員、設備、原料、研發、營銷等進行規范設計,從原料到成品的全過程進行管控,以質量為中心兼顧效率、成本、交貨期的質量管理方法,并借助PDCA方法持續改進質量以滿足用戶日益提高的品質要求。
完備的檢測裝備,的檢測手段
寶鋼股份公司對用戶承諾如下,我公司彩涂機組生產的面漆涂料為氟碳(聚偏氟乙烯的彩涂板卷自出廠后20年內,在正常儲運和使用條件下涂層變化不超過如下范圍涂層表面不起皮、開裂及龜裂2.色差(涂層顏色變化)△E-5個色差單位( Hunter?制),試驗及評定辦法按ASTM D2244-1993執行。
粉化率不超過8級,試驗及評定辦法按 ASTM D4214-1998執行。
特別說明
正常儲運和使用條件的含義如下:
1.在通常的氣候條件。
2.作為屋面的涂層板坡度不小于10度。
涂層表面不能有損傷或被修補過。
4.使用環境距離重工業區和海岸線1000米以外
涂層表面不能長時間有腐蝕性異物存在。
6.終建筑物位于中國境內。
特別提示:
為保證利益方的權益,建議用戶在現場板取A4紙大小的樣板進行封存,并經寶鋼股份公司和用戶雙方簽字確認,由用戶保存于室內以此作為標準板。
其它:
如出現保證內容及保證條件以外的情況,寶鋼股份公司與用戶友好協商解決。
http://m.yau.net.cn




