材質(zhì)TDC51D+Z
牌號TDC51D+AZ
包裝鐵皮精包裝
涂層結(jié)構(gòu)兩涂兩烘
鍍鋁鋅含量150克每平方
鍍鋅含量280克
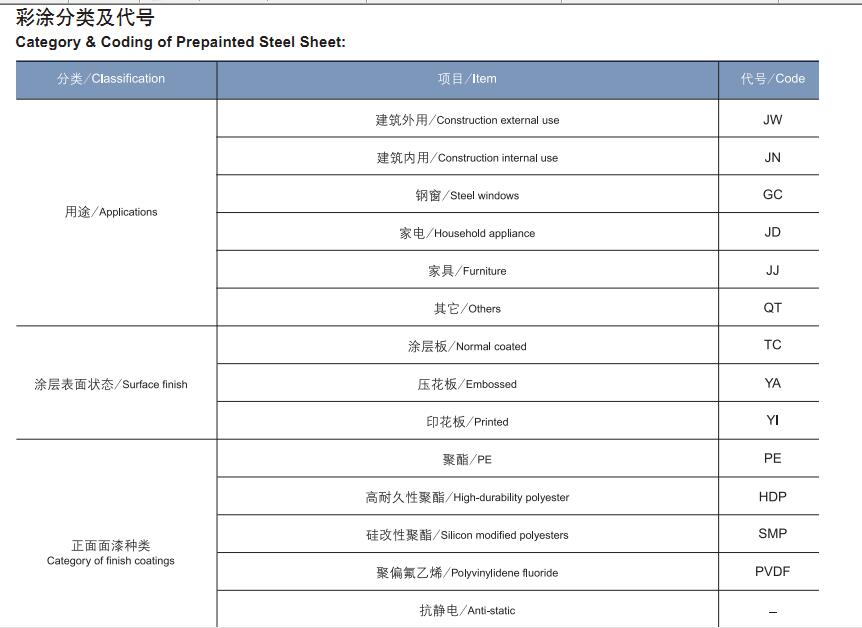
彩鋼板的常用鋼種、基板、鍍層彩鋼板的常用鋼種
在國內(nèi),對于彩涂鋼板選擇,用戶關心相對較少的是鋼種。因為國內(nèi)大多數(shù)彩涂鋼板生產(chǎn) 廠鋼種種類較少,多數(shù)是DC51(因為他們采購來的熱軋板還是軋硬卷基本就是一個鋼種),有些有熱鍍鋅產(chǎn)線的彩涂鋼板廠通過熱鍍鋅退火來生產(chǎn)全硬鋼(S550)或高強鋼(S350等),但難度很大,因為他們對基板的質(zhì)量、化學成分無法控制。因此,質(zhì)量穩(wěn)定性就差,從而導致性能波動大,引起壓型板板材變差。對建筑物來說,承載重量(風載荷、雪載荷、施工人員和機械)、建筑物的跨度、檁距的設計等都依賴于鋼板的強度,對于建筑維護結(jié)構(gòu)用彩涂和鍍鋁鋅板來說,國外均有相應的標準。如美國的ASTM653、ASTM792,日本的JISG3302、JISG3321,歐州的EN10215、EN10147等。按鋼種大類分成CQ(普通商用級)、DQ(一般沖壓用)、HSS(高強結(jié)構(gòu)鋼)、FH(全硬鋼)。彩鋼板知識詳解(建議收藏)CQ普通商用級
鋼材彎曲180度試驗時,加工部位的涂層發(fā)生龜裂及涂層剝離。
發(fā)生原因:
1、前處理的掌握量過多。
2、涂層厚度過厚。
3、過度烘烤。
4、下涂涂料同上涂涂料的制造廠家不同,或稀料的使用不當。
硬度不良(鉛筆硬度)
特點:
用制圖鉛筆用力在涂層表面劃一道,擦去后表面留下一道劃痕。
發(fā)生原因:
1、爐溫低,涂層固化不充分。
2、加熱條件不適當。
3、涂層厚度比規(guī)定的厚。
如何在眾多的彩鋼板中找到一款的。下面就總結(jié)的幾個判斷彩鋼卷的技巧。
1、首先要查看彩鋼板的質(zhì)量合格證,可有相關部分的檢驗標準。在購買前調(diào)查一下這家公司在市場上先了解一下這個公司的聲譽和口碑如何,好是能前往彩鋼板的生產(chǎn)廠家進行實地考察,看看企業(yè)的環(huán)境設備怎么樣,是否正規(guī)。
2、僅僅通過價格也可以知道彩鋼板產(chǎn)品質(zhì)量的好壞,任何東西都是都是一分錢一分貨。在比較彩鋼板質(zhì)量的時候,價格只是其中一方面,也不必太注重價格。但是一種彩鋼板的價格別其他的低很多的情況下,想要購買的朋友就要有所考量了。
3、觀察彩鋼板外露鋼材如斷面等是否結(jié)晶細密,有沒有發(fā)灰、發(fā)暗和雜質(zhì)。假如切面是結(jié)晶細密型的那么質(zhì)量是比較優(yōu)良的。觀察基板厚度和腹膜的厚度,彩鋼板的主要夠老實有基板和彩色的腹膜或者鍍層,比較好的彩鋼板基板是0.02~0.05mm,覆膜或者涂層厚度往往只有 0.15mm 以下。一些生產(chǎn)彩鋼板的廠家往往在基板及彩鋼板涂層或覆膜上做手腳,降低基板的厚度,增加腹膜的厚度來降低彩鋼板的生產(chǎn)本錢,從很大程度上降低了彩鋼板的使用壽命。

彩涂工藝流程
常見生產(chǎn)工藝流程如下圖:
核心涂裝工藝
涂裝: 涂層厚度控制是彩涂板生產(chǎn)過程中關鍵參數(shù)。涂層厚度控制有兩種控制方法一:一種是采用壓力傳感器,一種采用磁尺控制。
我們采用的是磁尺+壓力傳感器技術,在提料輥、計量輥和涂覆輥之間采用磁尺控制,在涂覆輥和帶鋼之間采用壓力傳感器控制。各輥之間的位置值和涂覆輥與帶鋼之間的壓力值顯示在操作屏上,厚度控制在±1μ以內(nèi)。
輥涂是在輥(輥筒)上形成一定厚度的濕涂層,隨后將這濕涂層的部分或全部轉(zhuǎn)移到被涂物上的涂裝方法。它適用于平板或帶材涂層的生產(chǎn),其特點是:速度快、生產(chǎn)效率高。

■全流程的生產(chǎn)質(zhì)量控制管理
全流程(煉鋼——彩涂)的制造過程對終產(chǎn)品的性能至關重要。比如力學性能控制,由于對基板化學成分不受控,因此,彩涂生產(chǎn)廠熱鍍鋅機組的退火溫度控制就沒有針對性,導致力學性能隨基板不同而不穩(wěn)定,比如由于沒有上下工序的配合,鋼板的板型控制就失去方向;比如由于基板的缺乏,生產(chǎn)節(jié)奏拉長,導致鋼板表面的活性下降,影吶鍍層和基板、鍍層和涂層表面結(jié)合力不佳。無論是鍍鋅還是彩涂,它的基板都不能放置太久。寶鋼從70年代末開工建設起,從日本引進了一貫質(zhì)量管理方法,它的基本思路就是輸入用戶需求,將寶鋼生產(chǎn)工藝、人員、設備、原料、研發(fā)、營銷等進行規(guī)范設計,從原料到成品的全過程進行管控,以質(zhì)量為中心兼顧效率、成本、交貨期的質(zhì)量管理方法,并借助PDCA方法持續(xù)改進質(zhì)量以滿足用戶日益提高的品質(zhì)要求。
完備的檢測裝備,的檢測手段
寶鋼彩涂鋼板的性能要求很多,但由于用戶大多是鋼構(gòu)廠,用戶自身對彩涂鋼板的檢測手段比較缺乏,只能進行簡單的表面質(zhì)量、厚度、顏色及板型的目測,幾乎所有用戶都沒有辦法檢測材料的涂層種類(PE還是PVDF)。為保證彩涂產(chǎn)品的質(zhì)量穩(wěn)定,為下游用戶把好質(zhì)量關口,寶鋼配備了的質(zhì)量檢測設備,從材料的力學性能(屈服強度、抗拉強度等)、到鍍層性能(鍍層厚度、種類、附著力)以及用戶關注的涂層性能。光涂層性能方面,寶鋼就配置了國內(nèi)(甚至全球}齊的涂層性能檢測設備。它不僅包括了常規(guī)的涂層享度(四種方法}、光澤、色差、T彎、硬度、沖擊、抗溶劑性(MEK},還有非常規(guī)的甚至長期的耐久性試驗。具體有刻劃硬度、軸彎、杯突、劃格試驗,耐劃傷試驗,玻瑞化轉(zhuǎn)變試驗,耐溶劑試驗,干熱試驗,壓斑試驗,過烘烤試驗,耐污染試驗,耐化學品試驗,磨耗試驗,落沙試驗,擦系數(shù)檢測,大氣曝曬試驗,鹽冥試驗,耐濕試驗,潮濕S2試驗,氙燈老化試驗,紫外燈老化試驗。
http://m.yau.net.cn




