材質TDC51D+Z
牌號TDC51D+AZ
包裝鐵皮精包裝
涂層結構兩涂兩烘
鍍鋁鋅含量150克每平方
鍍鋅含量280克
下期我們將從不同基板、面漆等方面詳細介紹彩圖板的應用和分類,如果要查看往期精彩技術文章請關注我們公眾號后點擊右下角“調價資料”,再點擊“技術資料”。精彩內容太多,請在無線WIFI下查看。
上海志辰實業有限公司為上海大型涂鍍類鋼材銷售公司,公司主營:寶鋼總廠彩鋼卷, 寶鋼黃石彩涂板,寶鋼青山彩鋼板,寶鋼氟碳彩鋼板,寶鋼高耐候彩涂板,鍍鋁鋅彩鋼板,熱鍍鋅彩涂板,PE聚酯彩涂卷。
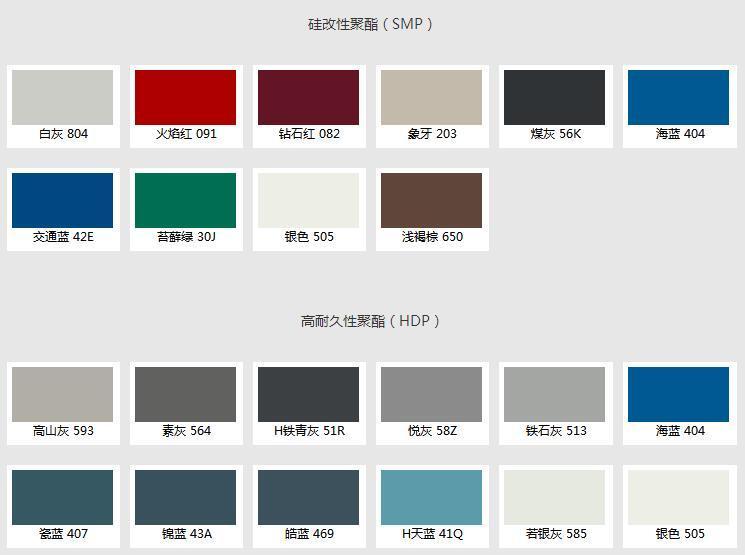
寶鋼是國內早引進彩涂板生產線的大型鋼鐵企業之一,到2013年已經有20多年的彩涂板生產經驗。目前共有三條彩涂機組產品主要包括熱鍍鋅彩涂板、鍍鋁鋅彩涂板,其中涂料種類繁多,包括普通聚酯、硅改性聚酯、高耐候聚酯、氟碳等10多個品種大類,鋼種也較為齊全,有一般成型、沖壓、深沖壓和高強結構等全系列品種。寶鋼是目前中國規模大、品種齊全的彩涂板生產基地。
寶鋼共有兩條鍍鋁鋅(55%Al-Zn)生產機組,年產能45萬噸,產品包括鈍化、耐指紋、涂油等多個后處理方式,鋼種分為一般成型、沖壓、深沖壓和高強結構等全系列品種。
彩涂板和鍍鋁鋅板是非常新型的環保產品,代表了未來綠色環保新材料發展的方向,作為人類的共識,減少碳排放、保護地球是我們當前乃至今后共同面臨的新課題,讓我們一起共同努力吧!
寶鋼彩涂板,建筑的選擇!
產品用途
建筑、鋼窗、集裝箱、船用裝飾、家具、辦公。
鍍層重量
熱鍍鋁鋅基板鍍層厚度:30-90g/m2 (單面)。
熱鍍鋅基板鋅層厚度:50-140g/m2 (單面)。
電鍍鋅基板鋅層厚度:20-60g/m2 (單面)。
涂層結構
2/1:上表面涂二次,下表面涂一次, 烘烤二次,用于制作夾芯板。
2/1M:上下表面各涂二次,烘烤二次,用于制作夾芯板和單板。
2/2:上下表面各涂二次,烘烤二次,用于制作單板。
涂層結構的膜厚范圍:
涂層結構 正面涂層厚度(μm) 背面涂層厚度(μm)
2/1 ≥20 ≥5
2/1M ≥20 ≥8
2/2 ≥20 ≥12
功能性涂層
主要有抗靜電產品、自潔產品、隔熱產品、抗菌產品等。
涂層處理
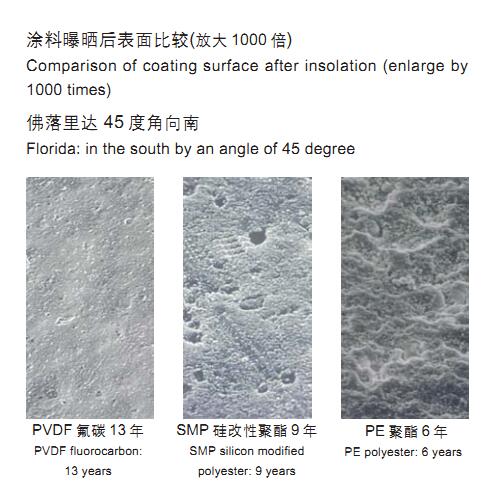
耐候性涂層
顏系
代碼 色系 經典顏色 可供顏色
0 紅、紫 磚紅 緋紅、馨紅、火焰紅
1 橙、橘 橘黃 亮橙
2 黃、、奶油 米黃、土黃、瑞黃、深米黃
3 綠 闊葉綠、深豆綠 寶綠、秋水綠、淺青綠、淺豆綠
4 藍 海藍、瓷藍、深天藍、寶鋼藍 牛津藍、光藍、天藍、冰藍
5 灰、銀 銀灰色、銀色、白銀灰 淺青灰、蛋殼灰、中灰、寶鋼灰
6 棕、褐 茶色 淺駝、咖啡色、淺褐棕
7 黑 黝黑 中黑、炭黑色
8 白 白灰、帝王白、乳白、雪白、骨白 珠白、奶白、玉白、明珠白、霜白
* 背面顏色 黃綠色(2/1)、鋼白(2/1M)、云白(2/2)
經典顏色:用戶訂貨量多的顏色。可供顏色:除經典顏色外寶鋼可提供的顏色。除以上顏色外寶鋼還可根據用戶需求定制。
基板及適用
鍍鋁鋅基板:耐蝕性優異,主要適用于建筑外板。
熱鍍鋅基板:耐蝕性優良,較適用于建筑外板,也可用于建筑內板和部分家電用鋼。
基板類型 一般用 沖壓用 深沖壓用 結構用
熱鍍鋁鋅 TDC51D+AZ TDC52D+AZ TDC53D+AZ、TDC54D+AZ TS250GD+AZ、TS300GD+AZ、
TS350GD+AZ、TS550GD+AZ
熱鍍鋅 TDC51D+Z TDC52D+Z TDC53D+Z、TDC54D+Z TS280GD+Z、TS350GD+Z、TS550GD+Z
力學性能

基板質量的好壞對彩涂鋼板終性能有很大影響,屈服強度的高低、不同鋼卷之間的性 能差異、基板的板型等都會影響用戶輥壓成型(壓瓦)的板型,而國內大多數彩涂鋼板生產 商(包括一些很的外資彩涂廠)幾乎都外采購熱軋基板,沒有全流程的原料保障,因 此,質量穩定性不足,隱性質量問題較多,后續維護成本高。寶鋼黃石公司采取下面2個措 施來保證終產品的質量穩定。 1、要求嚴格的成份和力學性能范圍,黃石公司原料主渠道為股份公司直供,產品的全 過程受控,還對鋼廠的過程控制參數提出了要求,比如要求熱軋終軋溫度、在爐時間等; 2、在熱軋卷進廠后,針對個別鋼卷化學成分或力學性能波動,寶鋼黃石公司會進行動 態質量設計,通過后續冷軋軋制和熱鍍退火的參數變更來糾偏熱軋卷的波動,保證終彩涂 產品的質量穩定。作為寶鋼股份旗下中部地區彩涂生產基地,從熱軋到彩涂實現全流程 管控,為了保證產品具有優良的成型性能、保證產品屈服強度、抗拉強度、延伸率、厚度公 差具有一致性,我們對原料簽訂鋼協議,對煉鋼化學成份、熱軋卷取溫度等核心指標進 行規定

彩涂工藝流程
常見生產工藝流程如下圖:
核心涂裝工藝
涂裝: 涂層厚度控制是彩涂板生產過程中關鍵參數。涂層厚度控制有兩種控制方法一:一種是采用壓力傳感器,一種采用磁尺控制。
我們采用的是磁尺+壓力傳感器技術,在提料輥、計量輥和涂覆輥之間采用磁尺控制,在涂覆輥和帶鋼之間采用壓力傳感器控制。各輥之間的位置值和涂覆輥與帶鋼之間的壓力值顯示在操作屏上,厚度控制在±1μ以內。
輥涂是在輥(輥筒)上形成一定厚度的濕涂層,隨后將這濕涂層的部分或全部轉移到被涂物上的涂裝方法。它適用于平板或帶材涂層的生產,其特點是:速度快、生產效率高。
http://m.yau.net.cn