材質(zhì)TDC51D+Z
牌號TDC51D+AZ
包裝鐵皮精包裝
涂層結(jié)構(gòu)兩涂兩烘
鍍鋁鋅含量150克每平方
鍍鋅含量280克
彩色涂層鋼板、鋼帶是指金屬基材經(jīng)過彩色輥涂機組后,在表面涂敷上一層或多層有機涂料而成的復(fù)合材料。
涂層的目的就是以各種方法在物體表面上涂上涂料,形成干燥保護膜,使其具有耐大氣等腐蝕、耐污染等性能以保護基體,同時賦予色彩、光澤、花紋、平滑、立體感、接觸感好等優(yōu)點,使物體美觀。
另外,在情況下,還有以電器絕緣、防火、、防蟲、粘合、標(biāo)識、色彩調(diào)節(jié)、溫度指示等為目的而生產(chǎn)的。

服務(wù)體系
主要服務(wù)
訂貨服務(wù):公司按客戶要求的鋼廠、材質(zhì)、規(guī)格、基板、強度、顏色、涂層等訂貨。
鋼廠: 寶鋼、燁輝、馬鋼、鞍鋼、BHP(博思格)、邯鋼、武鋼、閩臺尚興、韓國聯(lián)合、澳日本川崎、韓國普項等國內(nèi)各大鋼廠;
可訂貨的品種: 彩涂卷、鍍鋁鋅光板、鍍鋅、鍍鋁鋅、耐指紋、冷軋、熱軋、電工鋼、硅鋼片、矽鋼片、取向硅鋼片、取向電工鋼等產(chǎn)品。
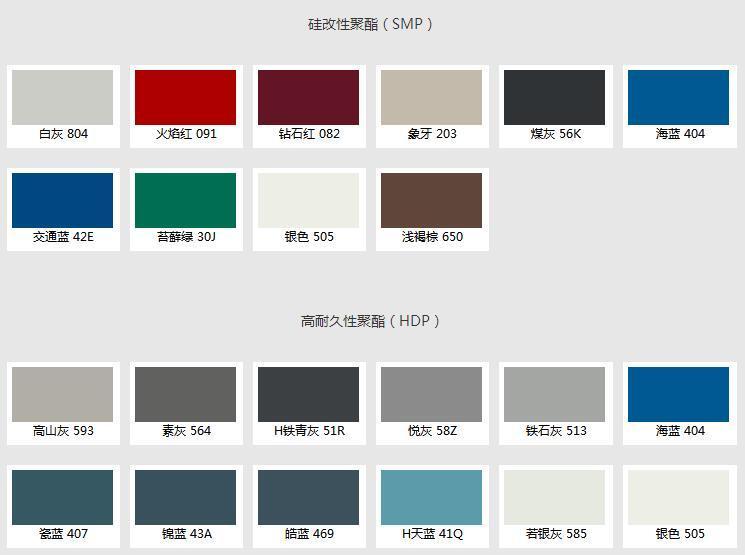
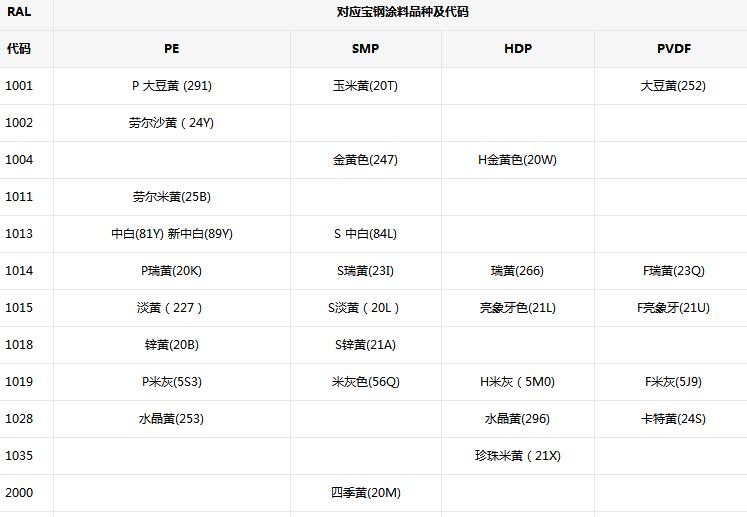
彩涂卷可訂貨顏色: 海藍、白灰、磚紅、瓷藍、豆綠、深豆綠、潔面灰、淺青灰、深藍、亮藍、緞灰、鉛灰、碳黑、淺灰白、海藍、緋紅、白灰、馬膠白、淺白、石白、磚紅、沙黃、深綠灰、淺青藍、純藍、寶鋼藍、夜藍、寶鋼灰、白銀灰、亮銀、骨白、帝王白、云白、黃綠、大麥白、淺駝、銀灰、銀色、黃綠、云白、、綠色、白色、紅色、黑色、天藍、深天藍、闊葉綠、瓷藍、、橘黃、土黃、牛津藍、雪白、軍車綠、*彩涂、木紋彩涂等,顏色可按照客戶色卡定做。
彩涂卷可訂貨涂層: PE聚脂、PVDF聚偏氟乙烯(氟碳)、SMP硅改性聚脂、HDP耐氣候聚脂、、HPC自潔板、PVC、抗靜電、潔面板、書寫板、木紋板、壓花板彩鋼卷、印花彩鋼卷、沖孔彩鋼卷(23%-80%沖孔率)、沖孔吸音彩鋼卷、*彩鋼卷等......
彩涂卷可訂貨基板: 熱鍍鋅、鍍鋁鋅、鋁材、電鍍鋅、冷軋、
彩涂卷可訂貨規(guī)格: 厚度(0.1~1.6)、寬度(914、1000~1200、1550)、
訂貨材質(zhì): TDC51D、TST01、 SGCC、 TX51D、 (高強TS280GD、TS300GD、TS350GD、TS550GD 普強G275、深沖ST01、ST02、ST03、ST05)
上海志辰實業(yè)有限公司為上海大型鋼材銷售公司,公司主營,寶鋼彩鋼卷,寶鋼PE聚酯彩涂板,寶鋼熱鍍鋅彩鋼板,寶鋼黃石彩鋼板,寶鋼青山彩鋼板,鍍鋁鋅彩鋼板,氟碳彩涂板,高耐候彩鋼板, 張振興 微信同號
彩涂板是綠色環(huán)保建筑材料,如何正確選擇,合理使用,提高使用壽命是廣大和工程建設(shè)者關(guān)心的問題。寶鋼作為全流程生產(chǎn)的鋼廠,對彩涂板的生產(chǎn)與使用有豐富的經(jīng)驗,“科學(xué)選材”模塊為廣大用戶就彩涂板的選擇和使用作一個簡要的推薦和介紹
正確選擇彩涂板應(yīng)考慮建筑物所處的自然環(huán)境、使用環(huán)境、設(shè)計年限、結(jié)構(gòu)特點,來選擇與之相匹配的鋼種、規(guī)格、鍍層及涂層等。、工程及加工方考慮的是建筑物的安全性能(耐沖擊、抗震、防火、抗風(fēng)壓、抗雪)、居住性能(防水、隔音、隔熱)、耐久性能(耐污染、耐久、外觀保持性)、經(jīng)濟性(成本低、易加工、易維護、易更換)等。對彩涂鋼板供應(yīng)廠商來說,這些性能作為鋼廠應(yīng)轉(zhuǎn)化為彩涂鋼板性能 ,并予以保證。彩涂鋼板的性能要求主要有材料的力學(xué)性能(抗拉強度、屈服強度、延伸率)、鍍層性能(鍍層種類、鍍層厚度和鍍層附著力)和涂層性能(涂料品種、顏色、光澤、耐久性能、加工性等)。其中抗風(fēng)、抗沖擊、抗雪、抗震等都和材料的力學(xué)性能有關(guān),當(dāng)然也和彩色壓型鋼板的波形、鋼板的厚度、跨度、檁距有關(guān),如果選擇合適的彩涂鋼板再配合適當(dāng)?shù)膲盒弯摪逶O(shè)計,既能滿足建筑物的安全系數(shù)又能降低工程造價。而材料的耐久性、加工性能及外觀保持性則大部分由涂層和鍍層的耐久性決定。
輥壓成型是用彩涂板生產(chǎn)建筑屋頂板和墻面板常用的方式,輥壓成型機通過機架上一系列不同形狀的輥將鋼卷壓制成需要的形狀。彩涂鋼板根據(jù)鋼板的強度和延伸率、油漆特性、壓型機的型號和維護狀況不同而壓制成各種各樣的形狀。為了提高彩涂板現(xiàn)場使用性能,特別是鋼板變形區(qū)域,應(yīng)遵守如下使用指南:
采用大的彎心半徑設(shè)計。采用大的彎心半徑設(shè)計可以滿足建筑設(shè)計深的形狀要求。
輥壓設(shè)計滿足鋼板由中部向邊部變形。
輥壓設(shè)計與鋼板強度配合,例如:對高強度鋼板,同樣形狀的變形可能需要更多的變形道次。
復(fù)雜形狀應(yīng)選用低強度鋼板以留有更大的設(shè)計裕度。
維護輥壓設(shè)備使其具有合乎要求的水平度和垂直度以及充足的上下配合的旋轉(zhuǎn)輥間隙,避免擦傷涂層,避免清洗輥子時損傷面漆。
采用柔性的底漆和面漆系統(tǒng)彎曲時鋼板性能。
其他加工成型方式
雖然輥壓成型是為常用的彩涂板成型方式,但對于制作屋頂板和墻面板的場合,有可能需要壓邊或其他附件,有時也需要盡可能大的彎心半徑以提高彎折部分性能。在壓邊過程中避免涂層表面擦劃傷也非常重要,這時可以采取在壓模上敷聚亞安脂或硬塑料來避免。在壓制過程中應(yīng)保持合適的模具間隙。壓花是也彩涂板成型的一種,壓花過程需確保鍍層和涂層不被損壞,為了保證彩涂板耐久性不受影響,還需要足夠低的壓花銳度和深度。沖壓、開槽和穿孔是彩涂板的其他成型方式。對于這些成型方式,先前討論過的諸多影響因素如模具間隙、油漆柔性等對它們的影響也一樣重要。例如,沖壓方式用于生產(chǎn)鄉(xiāng)下使用的屋頂瓦楞板。
加工運輸
現(xiàn)場施工必須小心并具備以下意識以確保彩涂鋼板良好性能。搬運擦傷通常呈現(xiàn)為擦痕或背面漆顆粒黏附在彩涂鋼板表面上,缺陷起因為不良的搬運操作、油漆固化不充分和鋼板表面不規(guī)則。油漆固化程度、硬度和潤滑性影響擦傷缺陷。良好的輥壓潤滑,合適的背面漆將有助于減少擦傷缺陷。有時可以采用在鋼板表面敷上一層透明的、可剝離的膜以避免搬運擦傷。捆包廠內(nèi)吊裝也可能產(chǎn)生擦傷,為避免撓曲引起的擦傷,長捆包的吊裝設(shè)備應(yīng)能支撐捆包大部分長度。捆包必須縱橫向固定。汽車運輸時必須確保避免捆包同其他物件如結(jié)構(gòu)部件的直接接觸。在使用叉車搬運時,必須小心裝卸以確保捆包不致過分撓曲或引起鋼板擦傷。
彩涂工藝流程
常見生產(chǎn)工藝流程如下圖:
核心涂裝工藝
涂裝: 涂層厚度控制是彩涂板生產(chǎn)過程中關(guān)鍵參數(shù)。涂層厚度控制有兩種控制方法一:一種是采用壓力傳感器,一種采用磁尺控制。
我們采用的是磁尺+壓力傳感器技術(shù),在提料輥、計量輥和涂覆輥之間采用磁尺控制,在涂覆輥和帶鋼之間采用壓力傳感器控制。各輥之間的位置值和涂覆輥與帶鋼之間的壓力值顯示在操作屏上,厚度控制在±1μ以內(nèi)。
輥涂是在輥(輥筒)上形成一定厚度的濕涂層,隨后將這濕涂層的部分或全部轉(zhuǎn)移到被涂物上的涂裝方法。它適用于平板或帶材涂層的生產(chǎn),其特點是:速度快、生產(chǎn)效率高。
http://m.yau.net.cn