材質TDC51D+Z
牌號TDC51D+AZ
包裝鐵皮精包裝
涂層結構兩涂兩烘
鍍鋁鋅含量150克每平方
鍍鋅含量280克
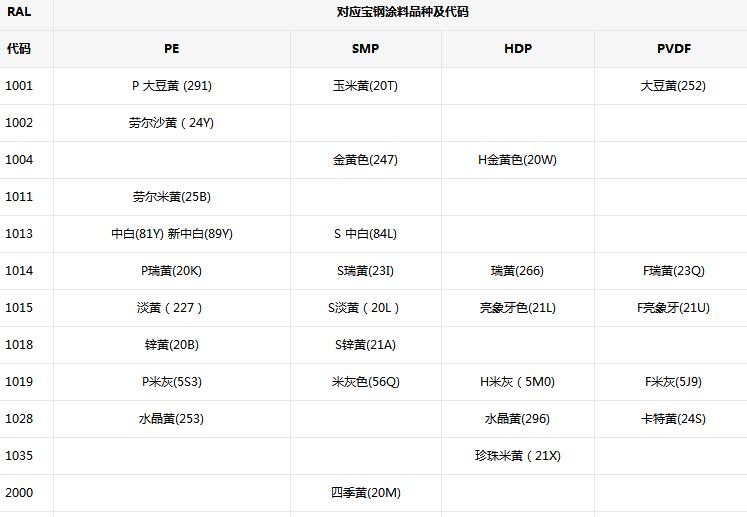
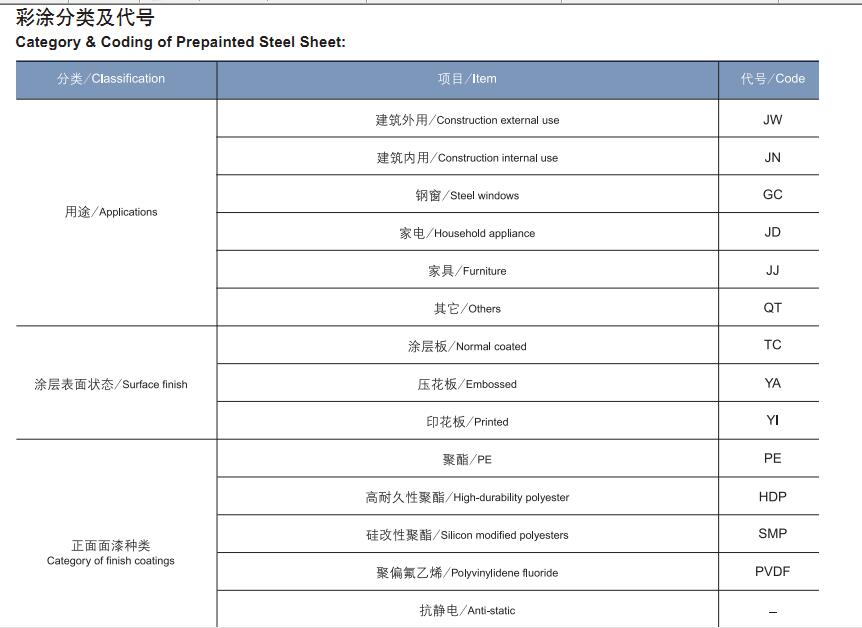
彩鋼板的涂層種類
彩鋼板涂層一般根據用途分為兩大類:即建筑用和家電用。建筑用涂層根據使用環境的不同,在環氧樹脂、聚酯樹脂、聚氯乙烯塑料溶膠、硅改性聚酯和聚偏氟乙烯中選擇。家電用涂層一般采用聚酯樹脂。彩鋼板的涂層包括底漆、面漆和背面漆。
3.1、彩鋼板的底漆種類和膜厚
底漆有環氧樹脂、聚酯樹脂、丙烯酸樹脂和聚氨酯樹脂四類。一般根據產品的用途、使用場合、加工程度,以及與面漆的配套來選擇底漆。底漆的膜厚通常為5μm。
(1) 環氧底漆
與基材的附著力良好、耐水、耐堿、抗化學腐蝕性好,是早的卷材用底漆,柔韌性能不如其它底漆。
(2) 聚酯底漆
對基材的附著力好、柔韌性優異,對潮濕的環境較敏感、耐化學藥品
性不如環氧底漆。
(3) 水溶性丙烯酸底漆
對基材的附著力良好,很好的柔韌性、含量低、低溫固化、不宜在潮濕的環境中儲存,對預處理要求高。
(4) 聚氨酯底漆
具有耐化學藥品性、耐磨擦性、耐久性、柔韌性好。
3.2、彩鋼板的面漆種類和膜厚
常用的面漆有普通聚酯類、硅改性聚酯類、高耐侯聚酯、PVC 聚氯乙烯塑料溶膠、聚氯乙烯塑料溶膠和聚偏氟乙烯、聚氨酯、丙稀酸樹脂等。
QUV老化儀
色差檢測:彩涂板的色差測定原理是通過測定參照樣和試樣的光譜三值,即可定量測定出試樣與參照樣的顏色差異。色差儀通常采用的幾何結構分為定向型和積分球型兩種。
鋼鐵廠直接生產涂層鋼板的優點
1.簡化成形加工生產用戶從生產廠購買涂層鋼板直接進行成形加工經檢查后即可組裝出成形產品.從而省去了為防止鋼板腐蝕而進行的一系列防腐工序,顯著節省人力和投資。
2.產量大作業線速度高(30 一 240m/min),低速作業線生產能力一般是 3—6 萬噸/年,較高速作業線生產能力可達 10—15 萬噸/年。大的作業線生產能力可達 20 一 30 萬噸/年,寶鋼冷軋部彩涂機組生產設計能力達 22.7 萬噸/年。
3.質量均一在化連續生產中涂料和涂層質量得到了保證,在連續式涂層機組中原料投入生產前,在生產過程中及成品后均處于嚴格的質量檢查和控制之下。另外,帶鋼連續輥涂也是獲得質量均一的依賴條件之一。
4.降低成本節省勞力是大幅度降低成本的重要因素。另外,通過提高生產能力降低除人工費用以外的固定費用,節省燃料、電力等能源減少涂料損失等等,都是降低成本的重要因素。
另外,還有環境污染易解決等優點。

彩涂工藝流程
常見生產工藝流程如下圖:
核心涂裝工藝
涂裝: 涂層厚度控制是彩涂板生產過程中關鍵參數。涂層厚度控制有兩種控制方法一:一種是采用壓力傳感器,一種采用磁尺控制。
我們采用的是磁尺+壓力傳感器技術,在提料輥、計量輥和涂覆輥之間采用磁尺控制,在涂覆輥和帶鋼之間采用壓力傳感器控制。各輥之間的位置值和涂覆輥與帶鋼之間的壓力值顯示在操作屏上,厚度控制在±1μ以內。
輥涂是在輥(輥筒)上形成一定厚度的濕涂層,隨后將這濕涂層的部分或全部轉移到被涂物上的涂裝方法。它適用于平板或帶材涂層的生產,其特點是:速度快、生產效率高。
http://m.yau.net.cn




