材質TDC51D+Z
牌號TDC51D+AZ
包裝鐵皮精包裝
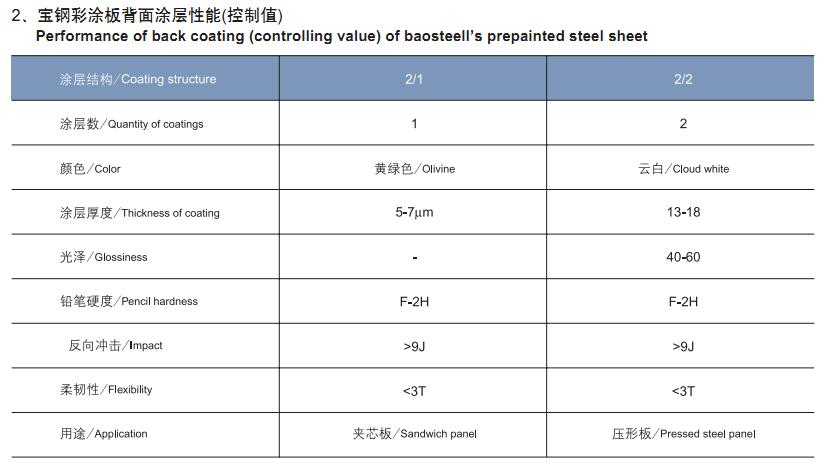
涂層結構兩涂兩烘
鍍鋁鋅含量150克每平方
鍍鋅含量280克
我國彩色涂層鋼板起步比較晚,80年代國內只有少數企業(寶鋼和武鋼等)在進行彩色涂層鋼板的建設和生產。大約在90年代中期隨著國內經濟的發展,對彩色涂層鋼板的需求劇增,大量民營及外商資資本進入彩涂鋼板的行業,從1996年開始的近十年,中國彩色涂層鋼板的產能從不足50萬噸猛增到2000萬噸,產能超過近四十年的總和。這些產能主要是針對建筑行業,但是,建筑行業的需求遠遠落后于產能的增速。目前中國國內表觀消費量不足500萬噸,由于市場供需矛盾突出,彩涂鋼板的市場競爭十分激烈,為了利潤,為了生存,偷工減料、、假冒名廠產品的現象突出,對整個行業以及彩涂鋼板的前途極其不利。由于缺乏有效的市場規范和監督,使得90年屬于建筑材料的彩涂板變成了劣質建材的代名詞,越來越多的公共建筑已經不再使用彩涂鋼板,而改用更貴更的金屬合金板(鋁鎂錳板、鈦合金板等)。因此,近幾年來寶鋼已經內其他彩涂鋼板生產企業對彩涂鋼板的品質進行規范,并聯系下游用戶及行業協會等將高質量的彩涂鋼板納入國家相關設計規范,并強制執行。
寶鋼彩涂鋼板質量失控的原因
■供需矛盾突出
國內彩涂鋼板的年表觀消費量不足500萬噸,而目前彩色涂層鋼板的生產能力(產能}超過2000萬噸。整涂機組的開工率只有20%,而且,國內彩涂生產線集中在山東、江蘇、河北、天津、上海、浙江等沿海地區,這些區域的市場競爭更為殘酷。
■缺少行業規范
盡管有彩色涂層鋼板國家標準,但這部標準僅僅是推薦性的,不具備強制性。而對應的建筑用壓型鋼板的設計規范還是不完備,依靠行業自律在目前階段基本就是一句空話。

彩涂工藝流程
常見生產工藝流程如下圖:
核心涂裝工藝
涂裝: 涂層厚度控制是彩涂板生產過程中關鍵參數。涂層厚度控制有兩種控制方法一:一種是采用壓力傳感器,一種采用磁尺控制。
我們采用的是磁尺+壓力傳感器技術,在提料輥、計量輥和涂覆輥之間采用磁尺控制,在涂覆輥和帶鋼之間采用壓力傳感器控制。各輥之間的位置值和涂覆輥與帶鋼之間的壓力值顯示在操作屏上,厚度控制在±1μ以內。
輥涂是在輥(輥筒)上形成一定厚度的濕涂層,隨后將這濕涂層的部分或全部轉移到被涂物上的涂裝方法。它適用于平板或帶材涂層的生產,其特點是:速度快、生產效率高。
DJH涂層厚度檢測儀
人工加速老化儀:是涂膜耐候性能檢測的常用設備,它是通過在實驗室內模擬自然環境進行各種類型氣候的涂膜老化試驗,并給予一定的催化因素,從而克服天然暴曬試驗所需時間長的不足
紫外線是涂膜老化中的一個很重要的因素,大氣中的溫度、濕度和氧氣的含量也對涂膜的老化起著重要的影響。人工加速老化試驗就是利用一定的設備人工老化儀,通過改變光源的種類、強弱,以及各種類型氣候的溫度、濕度、含氧量的變化等因素的控制,測試在人造氣候的環境下,各種涂膜的老化程度及變化狀況,從而判斷相應漆膜的耐老化能力。
寶鋼彩涂鋼板的性能要求很多,但由于用戶大多是鋼構廠,用戶自身對彩涂鋼板的檢測手段比較缺乏,只能進行簡單的表面質量、厚度、顏色及板型的目測,幾乎所有用戶都沒有辦法檢測材料的涂層種類(PE還是PVDF)。為保證彩涂產品的質量穩定,為下游用戶把好質量關口,寶鋼配備了的質量檢測設備,從材料的力學性能(屈服強度、抗拉強度等)、到鍍層性能(鍍層厚度、種類、附著力)以及用戶關注的涂層性能。光涂層性能方面,寶鋼就配置了國內(甚至全球}齊的涂層性能檢測設備。它不僅包括了常規的涂層享度(四種方法}、光澤、色差、T彎、硬度、沖擊、抗溶劑性(MEK},還有非常規的甚至長期的耐久性試驗。具體有刻劃硬度、軸彎、杯突、劃格試驗,耐劃傷試驗,玻瑞化轉變試驗,耐溶劑試驗,干熱試驗,壓斑試驗,過烘烤試驗,耐污染試驗,耐化學品試驗,磨耗試驗,落沙試驗,擦系數檢測,大氣曝曬試驗,鹽冥試驗,耐濕試驗,潮濕S2試驗,氙燈老化試驗,紫外燈老化試驗。
■科學規范的涂料管理
寶鋼彩涂鋼板它的力學性能,板型固然重要,但彩涂產品重要的性能就是涂層的耐久性,其次就是涂層的加工性{在輥壓成型中的抗劃傷性、在發泡中的與基板粘接性、在成型中的折彎性等),這些性能都與涂料的性能密切相關。眾所周知,鋼鐵廠基本是買來涂料進行涂裝,因此,涂料質量、涂料的管理就相當重要,有時甚至是致命性的。寶鋼彩涂鋼板用涂料(卷鋼涂料)的管理目前是的它大程度保證了涂料品質的穩定。具體做法為
·選擇國內外涂料供應商(振華、 Becker、 valspar、Akzo Nobel等將用戶的涂層性能要求轉化成涂料技術要求(采購標準與涂料供應商簽署保證涂層耐久年跟的承諾書入汽車廠對供應商的管理模式,實施PPAP
·對涂料常規性能實施進廠檢驗,對非常規性能實施抽查
·對引起寶鋼用戶質量問題的涂料供應商實施整改及退出機制
http://m.yau.net.cn




