材質TDC51D+Z
牌號TDC51D+AZ
包裝鐵皮精包裝
涂層結構兩涂兩烘
鍍鋁鋅含量150克每平方
鍍鋅含量280克
上海志辰實業有限公司為上海大型涂鍍類鋼材銷售公司,公司主營:寶鋼總廠彩鋼卷, 寶鋼黃石彩涂板,寶鋼青山彩鋼板,寶鋼氟碳彩鋼板,寶鋼高耐候彩涂板,鍍鋁鋅彩鋼板,熱鍍鋅彩涂板,PE聚酯彩涂卷。
寶鋼是國內早引進彩涂板生產線的大型鋼鐵企業之一,到2013年已經有20多年的彩涂板生產經驗。目前共有三條彩涂機組產品主要包括熱鍍鋅彩涂板、鍍鋁鋅彩涂板,其中涂料種類繁多,包括普通聚酯、硅改性聚酯、高耐候聚酯、氟碳等10多個品種大類,鋼種也較為齊全,有一般成型、沖壓、深沖壓和高強結構等全系列品種。寶鋼是目前中國規模大、品種齊全的彩涂板生產基地。
寶鋼共有兩條鍍鋁鋅(55%Al-Zn)生產機組,年產能45萬噸,產品包括鈍化、耐指紋、涂油等多個后處理方式,鋼種分為一般成型、沖壓、深沖壓和高強結構等全系列品種。
彩涂板和鍍鋁鋅板是非常新型的環保產品,代表了未來綠色環保新材料發展的方向,作為人類的共識,減少碳排放、保護地球是我們當前乃至今后共同面臨的新課題,讓我們一起共同努力吧!
寶鋼彩涂板,建筑的選擇!
產品用途
建筑、鋼窗、集裝箱、船用裝飾、家具、辦公。
鍍層重量
熱鍍鋁鋅基板鍍層厚度:30-90g/m2 (單面)。
熱鍍鋅基板鋅層厚度:50-140g/m2 (單面)。
電鍍鋅基板鋅層厚度:20-60g/m2 (單面)。
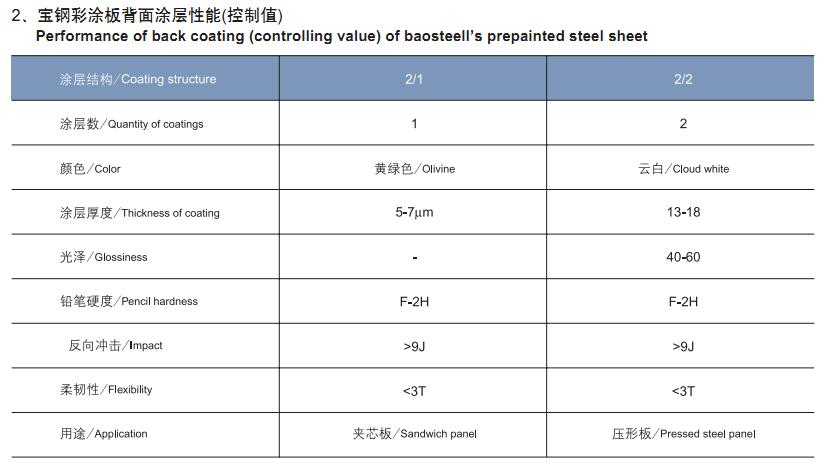
涂層結構
2/1:上表面涂二次,下表面涂一次, 烘烤二次,用于制作夾芯板。
2/1M:上下表面各涂二次,烘烤二次,用于制作夾芯板和單板。
2/2:上下表面各涂二次,烘烤二次,用于制作單板。
涂層結構的膜厚范圍:
涂層結構 正面涂層厚度(μm) 背面涂層厚度(μm)
2/1 ≥20 ≥5
2/1M ≥20 ≥8
2/2 ≥20 ≥12
功能性涂層
主要有抗靜電產品、自潔產品、隔熱產品、抗菌產品等。
涂層處理
耐候性涂層
顏系
代碼 色系 經典顏色 可供顏色
0 紅、紫 磚紅 緋紅、馨紅、火焰紅
1 橙、橘 橘黃 亮橙
2 黃、、奶油 米黃、土黃、瑞黃、深米黃
3 綠 闊葉綠、深豆綠 寶綠、秋水綠、淺青綠、淺豆綠
4 藍 海藍、瓷藍、深天藍、寶鋼藍 牛津藍、光藍、天藍、冰藍
5 灰、銀 銀灰色、銀色、白銀灰 淺青灰、蛋殼灰、中灰、寶鋼灰
6 棕、褐 茶色 淺駝、咖啡色、淺褐棕
7 黑 黝黑 中黑、炭黑色
8 白 白灰、帝王白、乳白、雪白、骨白 珠白、奶白、玉白、明珠白、霜白
* 背面顏色 黃綠色(2/1)、鋼白(2/1M)、云白(2/2)
經典顏色:用戶訂貨量多的顏色。可供顏色:除經典顏色外寶鋼可提供的顏色。除以上顏色外寶鋼還可根據用戶需求定制。
基板及適用
鍍鋁鋅基板:耐蝕性優異,主要適用于建筑外板。
熱鍍鋅基板:耐蝕性優良,較適用于建筑外板,也可用于建筑內板和部分家電用鋼。
基板類型 一般用 沖壓用 深沖壓用 結構用
熱鍍鋁鋅 TDC51D+AZ TDC52D+AZ TDC53D+AZ、TDC54D+AZ TS250GD+AZ、TS300GD+AZ、
TS350GD+AZ、TS550GD+AZ
熱鍍鋅 TDC51D+Z TDC52D+Z TDC53D+Z、TDC54D+Z TS280GD+Z、TS350GD+Z、TS550GD+Z
力學性能

寶鋼彩鋼卷 ,鍍鋁鋅彩涂板,氟碳彩鋼板,寶鋼PE聚酯彩涂板,鍍鋁鋅彩鋼板,高耐候彩涂板, 寶鋼總廠彩鋼板,寶鋼黃石彩涂板
上海志辰實業有限公司
寶鋼彩涂板在建筑行業的應用,彩鋼常識介紹:彩涂板在建筑行業得到了廣泛的應用,越來越多的建筑商通過使用彩涂板,建立起自己的良好聲譽您可以在許多大型的購物商城和工業設施、旅館飯店、度假村、農場建筑、辦公樓以及體育設施中,看到彩涂板產品的大量應用。 建筑商通過使用彩涂板,使其工作快速便捷。彩涂板是木材和其他材料的具有吸引力的的取代者,因為它們具有防止褪色、耐氣候,抗粉化等優點。它們使建筑的維護費用降到低的水平。同時,各種各樣的顏色,表面結構和鍍層,使它具有大的靈活性和可選性。 如今,和建筑工人可以從大量的彩涂板中選擇合適的建筑用產品:墻面、民居屋頂,復斜屋頂、排水溝,落水管以及車庫門。他們知道,這些產品可以隨不同的環境氣候條件。從酷暑炎炎至冰雪地,您都可以看到彩涂產品的身影。 多維為您提供不同厚度、規格、鍍層的彩涂產品,完全滿足您的產品要求。 例如聚酯涂層,適用于較高的抗褪色和抗粉化的要求;厚涂層產品,例如塑料溶膠,可使用于惡劣的氣候環境;氟炭涂料,適用于對色彩的持久性和光澤度保持要求較高的場合。 您也要以選擇柔韌性和抗彎折好的涂層產品,或者耐久性好的涂層,它具有耐磨性的耐候性。無論什么用途,多維可以為您提供合適涂層的彩涂產品。我們還可以按照您的需要進行個性化的設計和生產,使我們的產品完全滿足您的需要。
1重量
彩涂工藝流程
常見生產工藝流程如下圖:
核心涂裝工藝
涂裝: 涂層厚度控制是彩涂板生產過程中關鍵參數。涂層厚度控制有兩種控制方法一:一種是采用壓力傳感器,一種采用磁尺控制。
我們采用的是磁尺+壓力傳感器技術,在提料輥、計量輥和涂覆輥之間采用磁尺控制,在涂覆輥和帶鋼之間采用壓力傳感器控制。各輥之間的位置值和涂覆輥與帶鋼之間的壓力值顯示在操作屏上,厚度控制在±1μ以內。
輥涂是在輥(輥筒)上形成一定厚度的濕涂層,隨后將這濕涂層的部分或全部轉移到被涂物上的涂裝方法。它適用于平板或帶材涂層的生產,其特點是:速度快、生產效率高。

寶鋼彩涂板—制造過程更綠色
預處理:內部供料,所供基板不涂油,減少了脫脂液和防銹油的消耗以及相關廢水處理的壓力。工廠化統一處理鈍化廢水,提高了處理效率及可能的泄漏風險。輥涂預處理(D|P)的使用,徹底杜絕了廢水。涂料及涂層:密封涂層室負壓,減少溶劑外泄,防火地坪,溶劑收集并焚燒。采用環保涂料、水性涂料、不采用、作為稀釋劑。烘烤固化:所揮發的溶劑全回收,回收的溶劑全部進行高溫焚燒,焚燒產生的熱量用于補充熱風加熱。其他:開卷及轡取部位產生的切頭切尾、捆帶等金屬材料全部作為廢鋼回爐煉鋼。
■全流程的生產質量控制管理
全流程(煉鋼——彩涂)的制造過程對終產品的性能至關重要。比如力學性能控制,由于對基板化學成分不受控,因此,彩涂生產廠熱鍍鋅機組的退火溫度控制就沒有針對性,導致力學性能隨基板不同而不穩定,比如由于沒有上下工序的配合,鋼板的板型控制就失去方向;比如由于基板的缺乏,生產節奏拉長,導致鋼板表面的活性下降,影吶鍍層和基板、鍍層和涂層表面結合力不佳。無論是鍍鋅還是彩涂,它的基板都不能放置太久。寶鋼從70年代末開工建設起,從日本引進了一貫質量管理方法,它的基本思路就是輸入用戶需求,將寶鋼生產工藝、人員、設備、原料、研發、營銷等進行規范設計,從原料到成品的全過程進行管控,以質量為中心兼顧效率、成本、交貨期的質量管理方法,并借助PDCA方法持續改進質量以滿足用戶日益提高的品質要求。
完備的檢測裝備,的檢測手段
http://m.yau.net.cn




