材質TDC51D+Z
牌號TDC51D+AZ
包裝鐵皮精包裝
涂層結構兩涂兩烘
鍍鋁鋅含量150克每平方
鍍鋅含量280克
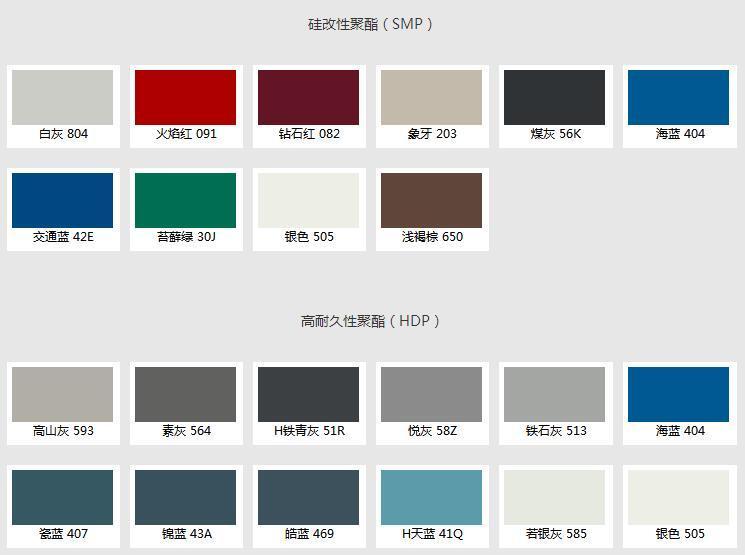
寶鋼彩鋼板涂層光澤度選擇
光澤度高低不屬于涂層性能指標,和顏色一樣,它只是一個表征,事實上,涂料(涂層)比較容易做到高光澤。但是,高光澤表面刺眼白天對陽光的高反射率會引起光污染(很多現在不采用玻璃幕墻就是因為光污染),另外,高光澤表面摩擦系數小,容易打滑,在量頂施工時,容易帶來安全隱患。彩涂鋼板在室外使用時的老化先表示的就是失光,若需維修時,新舊鋼板之間易分辨,造成外觀不良,背面漆若是高光澤則室內有燈光時易產生光墾而造員視覺疲勞。因此,正常情況下建筑用彩涂鋼板都采用中低光澤度30-40度)。
涂層厚度的選擇
從微觀上講,涂層是多空的組織。空氣中的水、腐蝕介質(氯離子等)就會通過涂層的薄弱部分侵入,進成膜下腐蝕,進而涂層起泡并剝落。另外,即使同樣涂層厚度,二次涂層要比一次涂層致密。根據國外報道和相關腐蝕試驗結果,正面涂層20um以上才能有效的防止腐蝕介質的侵由于底漆和面漆的防腐蝕機理不同,不僅要規定總膜厚,還有分別要求底漆(≥5um)和面漆(≥15um)的厚度,只有這樣,才能保證彩涂鋼板不同部位的耐蝕性是均衡的。

上海志辰實業有限公司為上海大型鋼材銷售公司,公司主營,寶鋼彩鋼卷,寶鋼PE聚酯彩涂板,寶鋼熱鍍鋅彩鋼板,寶鋼黃石彩鋼板,寶鋼青山彩鋼板,鍍鋁鋅彩鋼板,氟碳彩涂板,高耐候彩鋼板, 張振興 微信同號
彩涂板是綠色環保建筑材料,如何正確選擇,合理使用,提高使用壽命是廣大和工程建設者關心的問題。寶鋼作為全流程生產的鋼廠,對彩涂板的生產與使用有豐富的經驗,“科學選材”模塊為廣大用戶就彩涂板的選擇和使用作一個簡要的推薦和介紹
正確選擇彩涂板應考慮建筑物所處的自然環境、使用環境、設計年限、結構特點,來選擇與之相匹配的鋼種、規格、鍍層及涂層等。、工程及加工方考慮的是建筑物的安全性能(耐沖擊、抗震、防火、抗風壓、抗雪)、居住性能(防水、隔音、隔熱)、耐久性能(耐污染、耐久、外觀保持性)、經濟性(成本低、易加工、易維護、易更換)等。對彩涂鋼板供應廠商來說,這些性能作為鋼廠應轉化為彩涂鋼板性能 ,并予以保證。彩涂鋼板的性能要求主要有材料的力學性能(抗拉強度、屈服強度、延伸率)、鍍層性能(鍍層種類、鍍層厚度和鍍層附著力)和涂層性能(涂料品種、顏色、光澤、耐久性能、加工性等)。其中抗風、抗沖擊、抗雪、抗震等都和材料的力學性能有關,當然也和彩色壓型鋼板的波形、鋼板的厚度、跨度、檁距有關,如果選擇合適的彩涂鋼板再配合適當的壓型鋼板設計,既能滿足建筑物的安全系數又能降低工程造價。而材料的耐久性、加工性能及外觀保持性則大部分由涂層和鍍層的耐久性決定。
輥壓成型是用彩涂板生產建筑屋頂板和墻面板常用的方式,輥壓成型機通過機架上一系列不同形狀的輥將鋼卷壓制成需要的形狀。彩涂鋼板根據鋼板的強度和延伸率、油漆特性、壓型機的型號和維護狀況不同而壓制成各種各樣的形狀。為了提高彩涂板現場使用性能,特別是鋼板變形區域,應遵守如下使用指南:
采用大的彎心半徑設計。采用大的彎心半徑設計可以滿足建筑設計深的形狀要求。
輥壓設計滿足鋼板由中部向邊部變形。
輥壓設計與鋼板強度配合,例如:對高強度鋼板,同樣形狀的變形可能需要更多的變形道次。
復雜形狀應選用低強度鋼板以留有更大的設計裕度。
維護輥壓設備使其具有合乎要求的水平度和垂直度以及充足的上下配合的旋轉輥間隙,避免擦傷涂層,避免清洗輥子時損傷面漆。
采用柔性的底漆和面漆系統彎曲時鋼板性能。
其他加工成型方式
雖然輥壓成型是為常用的彩涂板成型方式,但對于制作屋頂板和墻面板的場合,有可能需要壓邊或其他附件,有時也需要盡可能大的彎心半徑以提高彎折部分性能。在壓邊過程中避免涂層表面擦劃傷也非常重要,這時可以采取在壓模上敷聚亞安脂或硬塑料來避免。在壓制過程中應保持合適的模具間隙。壓花是也彩涂板成型的一種,壓花過程需確保鍍層和涂層不被損壞,為了保證彩涂板耐久性不受影響,還需要足夠低的壓花銳度和深度。沖壓、開槽和穿孔是彩涂板的其他成型方式。對于這些成型方式,先前討論過的諸多影響因素如模具間隙、油漆柔性等對它們的影響也一樣重要。例如,沖壓方式用于生產鄉下使用的屋頂瓦楞板。
加工運輸
現場施工必須小心并具備以下意識以確保彩涂鋼板良好性能。搬運擦傷通常呈現為擦痕或背面漆顆粒黏附在彩涂鋼板表面上,缺陷起因為不良的搬運操作、油漆固化不充分和鋼板表面不規則。油漆固化程度、硬度和潤滑性影響擦傷缺陷。良好的輥壓潤滑,合適的背面漆將有助于減少擦傷缺陷。有時可以采用在鋼板表面敷上一層透明的、可剝離的膜以避免搬運擦傷。捆包廠內吊裝也可能產生擦傷,為避免撓曲引起的擦傷,長捆包的吊裝設備應能支撐捆包大部分長度。捆包必須縱橫向固定。汽車運輸時必須確保避免捆包同其他物件如結構部件的直接接觸。在使用叉車搬運時,必須小心裝卸以確保捆包不致過分撓曲或引起鋼板擦傷。

彩色涂層鋼板、鋼帶是指金屬基材經過彩色輥涂機組后,在表面涂敷上一層或多層有機涂料而成的復合材料。
涂層的目的就是以各種方法在物體表面上涂上涂料,形成干燥保護膜,使其具有耐大氣等腐蝕、耐污染等性能以保護基體,同時賦予色彩、光澤、花紋、平滑、立體感、接觸感好等優點,使物體美觀。
另外,在情況下,還有以電器絕緣、防火、、防蟲、粘合、標識、色彩調節、溫度指示等為目的而生產的。

寶鋼彩涂板—制造過程更綠色
預處理:內部供料,所供基板不涂油,減少了脫脂液和防銹油的消耗以及相關廢水處理的壓力。工廠化統一處理鈍化廢水,提高了處理效率及可能的泄漏風險。輥涂預處理(D|P)的使用,徹底杜絕了廢水。涂料及涂層:密封涂層室負壓,減少溶劑外泄,防火地坪,溶劑收集并焚燒。采用環保涂料、水性涂料、不采用、作為稀釋劑。烘烤固化:所揮發的溶劑全回收,回收的溶劑全部進行高溫焚燒,焚燒產生的熱量用于補充熱風加熱。其他:開卷及轡取部位產生的切頭切尾、捆帶等金屬材料全部作為廢鋼回爐煉鋼。
■全流程的生產質量控制管理
全流程(煉鋼——彩涂)的制造過程對終產品的性能至關重要。比如力學性能控制,由于對基板化學成分不受控,因此,彩涂生產廠熱鍍鋅機組的退火溫度控制就沒有針對性,導致力學性能隨基板不同而不穩定,比如由于沒有上下工序的配合,鋼板的板型控制就失去方向;比如由于基板的缺乏,生產節奏拉長,導致鋼板表面的活性下降,影吶鍍層和基板、鍍層和涂層表面結合力不佳。無論是鍍鋅還是彩涂,它的基板都不能放置太久。寶鋼從70年代末開工建設起,從日本引進了一貫質量管理方法,它的基本思路就是輸入用戶需求,將寶鋼生產工藝、人員、設備、原料、研發、營銷等進行規范設計,從原料到成品的全過程進行管控,以質量為中心兼顧效率、成本、交貨期的質量管理方法,并借助PDCA方法持續改進質量以滿足用戶日益提高的品質要求。
完備的檢測裝備,的檢測手段
寶鋼彩涂鋼板的性能要求很多,但由于用戶大多是鋼構廠,用戶自身對彩涂鋼板的檢測手段比較缺乏,只能進行簡單的表面質量、厚度、顏色及板型的目測,幾乎所有用戶都沒有辦法檢測材料的涂層種類(PE還是PVDF)。為保證彩涂產品的質量穩定,為下游用戶把好質量關口,寶鋼配備了的質量檢測設備,從材料的力學性能(屈服強度、抗拉強度等)、到鍍層性能(鍍層厚度、種類、附著力)以及用戶關注的涂層性能。光涂層性能方面,寶鋼就配置了國內(甚至全球}齊的涂層性能檢測設備。它不僅包括了常規的涂層享度(四種方法}、光澤、色差、T彎、硬度、沖擊、抗溶劑性(MEK},還有非常規的甚至長期的耐久性試驗。具體有刻劃硬度、軸彎、杯突、劃格試驗,耐劃傷試驗,玻瑞化轉變試驗,耐溶劑試驗,干熱試驗,壓斑試驗,過烘烤試驗,耐污染試驗,耐化學品試驗,磨耗試驗,落沙試驗,擦系數檢測,大氣曝曬試驗,鹽冥試驗,耐濕試驗,潮濕S2試驗,氙燈老化試驗,紫外燈老化試驗。
■科學規范的涂料管理
寶鋼彩涂鋼板它的力學性能,板型固然重要,但彩涂產品重要的性能就是涂層的耐久性,其次就是涂層的加工性{在輥壓成型中的抗劃傷性、在發泡中的與基板粘接性、在成型中的折彎性等),這些性能都與涂料的性能密切相關。眾所周知,鋼鐵廠基本是買來涂料進行涂裝,因此,涂料質量、涂料的管理就相當重要,有時甚至是致命性的。寶鋼彩涂鋼板用涂料(卷鋼涂料)的管理目前是的它大程度保證了涂料品質的穩定。具體做法為
·選擇國內外涂料供應商(振華、 Becker、 valspar、Akzo Nobel等將用戶的涂層性能要求轉化成涂料技術要求(采購標準與涂料供應商簽署保證涂層耐久年跟的承諾書入汽車廠對供應商的管理模式,實施PPAP
·對涂料常規性能實施進廠檢驗,對非常規性能實施抽查
·對引起寶鋼用戶質量問題的涂料供應商實施整改及退出機制
http://m.yau.net.cn