材質TDC51D+Z
牌號TDC51D+AZ
包裝鐵皮精包裝
涂層結構兩涂兩烘
鍍鋁鋅含量150克每平方
鍍鋅含量280克
彩鋼板的常用鋼種、基板、鍍層彩鋼板的常用鋼種
在國內,對于彩涂鋼板選擇,用戶關心相對較少的是鋼種。因為國內大多數彩涂鋼板生產 廠鋼種種類較少,多數是DC51(因為他們采購來的熱軋板還是軋硬卷基本就是一個鋼種),有些有熱鍍鋅產線的彩涂鋼板廠通過熱鍍鋅退火來生產全硬鋼(S550)或高強鋼(S350等),但難度很大,因為他們對基板的質量、化學成分無法控制。因此,質量穩定性就差,從而導致性能波動大,引起壓型板板材變差。對建筑物來說,承載重量(風載荷、雪載荷、施工人員和機械)、建筑物的跨度、檁距的設計等都依賴于鋼板的強度,對于建筑維護結構用彩涂和鍍鋁鋅板來說,國外均有相應的標準。如美國的ASTM653、ASTM792,日本的JISG3302、JISG3321,歐州的EN10215、EN10147等。按鋼種大類分成CQ(普通商用級)、DQ(一般沖壓用)、HSS(高強結構鋼)、FH(全硬鋼)。彩鋼板知識詳解(建議收藏)CQ普通商用級
寶鋼PVDF彩鋼板類產品要求的涂膜更厚,因為要提供更長的使用年艱保證。對背面涂層的要求視用途而定,夾芯板只要求有層可粘結的底漆,而成型鋼板由于室內腐蝕環境因此也要求涂兩層,厚度至少10um以上。
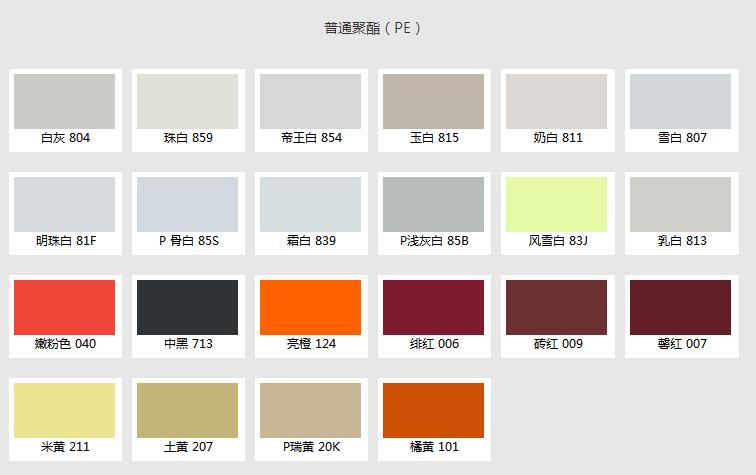
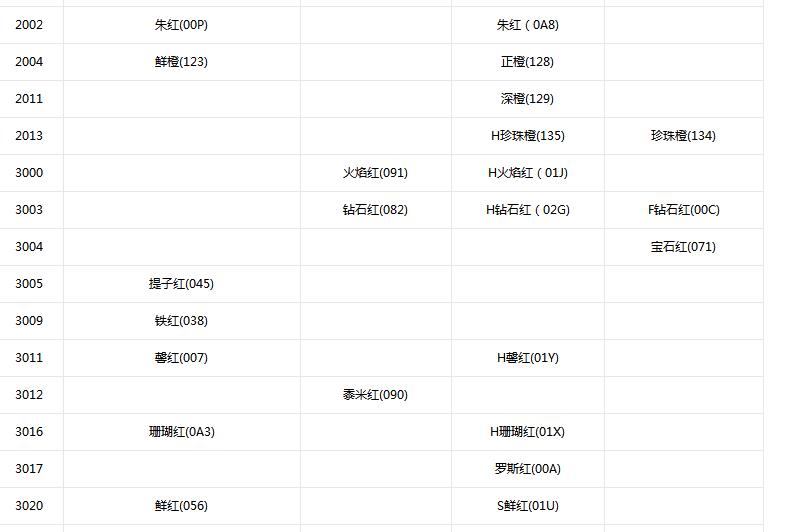
寶鋼彩涂板涂層顏色的選擇
對顏色的選擇主要是考慮與周圍環境的匹配和的愛好,但從使用技術角度講淺顏色涂料的顏料選擇余地大,可選擇耐久性優越的無機顏料(如鈦白粉等),而且涂料的熱反射能力強(反射系數達到深色涂料的一倍)夏季涂層本身的溫度相對就低,這對涂層壽命延長是有益的。另外,即使涂層變色或粉化,淺顏色涂膜變化后與原顏色的反差小,對外觀的影響就不大。而深顏色(尤其是比較鮮艷的顏色)采用有機顏色的居多,遇索外線照射容易褪色,短的3個月就變顏色。對于彩色涂層鋼板來說,通常涂層和鋼板的受熱膨脹率不同,尤其是金屬基板和有機涂層的線膨脹系數差別較大當環境溫度發生變化時,基板和涂層結合界面就會發生膨脹或收縮應力,如果不能適當釋放就會發生涂層龜裂。另外,在這里要說明兩點目前國內市場上的選擇誤區:其一就是國內目前存在大量白色底漆。采用白色底漆的目的就是可以減少面漆的厚度,因為正常建筑用耐腐蝕底漆是黃綠色的(因此有鉻酸鍶顏料),必須有足夠的面漆厚度才能有好的遮蓋力。這樣,對耐腐蝕性是很危險的,先底漆耐腐蝕性差,再者面漆大大減薄,不足10微米。這樣的彩涂鋼板看上去光鮮,用不了兩年就會在不同地方產生腐蝕(切口、折彎加工處、膜下等)。其二就是建筑工程用彩涂鋼板同一工程采用不同廠商、不同批次的彩涂鋼板,在施工中看似顏色一致,但經過幾年的太陽光照射后,不同涂層不同廠商的顏色變化趨勢不同,導致產生嚴重的色差,這樣的例子實在太多了。即使同一供應商的產品,也強烈建議同一工程一次訂貨,因為不同批號有可能采用不同涂料供應商的產品,增加了色差產生的可能性。
目前大量使用于建筑用彩涂的鍍層是熱鍍鋅和鍍鋁鋅,鍍層厚度越大,耐腐蝕性能越好。鍍層厚度主要是影響到彩涂鋼板的切口腐蝕性能,切口腐蝕是電化學腐蝕,影響因素有預處理層、底漆、基板厚度、鍍層厚度等。在正常情況下,預處理層和底漆相對比較固定,影響切口腐蝕性能的就是基板厚度及鍍層享度了,基板越薄,鍍層越厚,耐切口腐蝕的性能越好。關于這點,國際上有很多研究,目前比較公認的就是鋅比,即鍍層單面每平方米鍍層重量的克數/基板的厚度(以毫米計),認為鋅比≥100是有效防止彩涂鋼板切口腐蝕的保證。舉例說明:如果0.6mm的鋼板,其單面鍍鋅量就要達到60克/平方米。盡管鍍鋁鋅光板的耐腐蝕性能優于熱鍍鋅,但對切匚腐蝕蔓延來說,鏵比也適用于熱鍍鋁鋅。至于鍍層選擇熱鍍純鋅還是熱鍍鋁鋅,則主要取決于使用環境的酸堿度。鋅和鋁均屬于兩性金屬,但它們在酸和堿中的表現還是有差別的,純鋅在堿性介質中的表現優于鋁鋅合金,在酸洗介質中的表現則相反。因此,推薦相對酸性環境中采用鍍鋁鋅彩涂,相對堿性環境則采用熱鍍純鋅彩涂,根據使用經驗,濕的木材、混凝土等不要長時間接觸鍍鋁鋅基板。
鋼種
Hunter lab色差儀
物性試驗檢測項目:MEK耐溶劑擦拭試驗、T彎、鉛筆硬度、刮擦、沖擊試
產品外觀檢查內容:形象缺陷、表面缺陷、痕跡缺陷、邊部缺陷、鍍金缺陷、尺寸缺陷、涂裝缺陷、不均勻缺陷、污染性缺陷、涂膜凹凸缺陷、過程缺陷、涂膜表面缺陷、物性缺陷
彩圖板常見缺陷

彩涂工藝流程
常見生產工藝流程如下圖:
核心涂裝工藝
涂裝: 涂層厚度控制是彩涂板生產過程中關鍵參數。涂層厚度控制有兩種控制方法一:一種是采用壓力傳感器,一種采用磁尺控制。
我們采用的是磁尺+壓力傳感器技術,在提料輥、計量輥和涂覆輥之間采用磁尺控制,在涂覆輥和帶鋼之間采用壓力傳感器控制。各輥之間的位置值和涂覆輥與帶鋼之間的壓力值顯示在操作屏上,厚度控制在±1μ以內。
輥涂是在輥(輥筒)上形成一定厚度的濕涂層,隨后將這濕涂層的部分或全部轉移到被涂物上的涂裝方法。它適用于平板或帶材涂層的生產,其特點是:速度快、生產效率高。
http://m.yau.net.cn




